Table des matières
Essais d'impression avec la CReality Ender 3
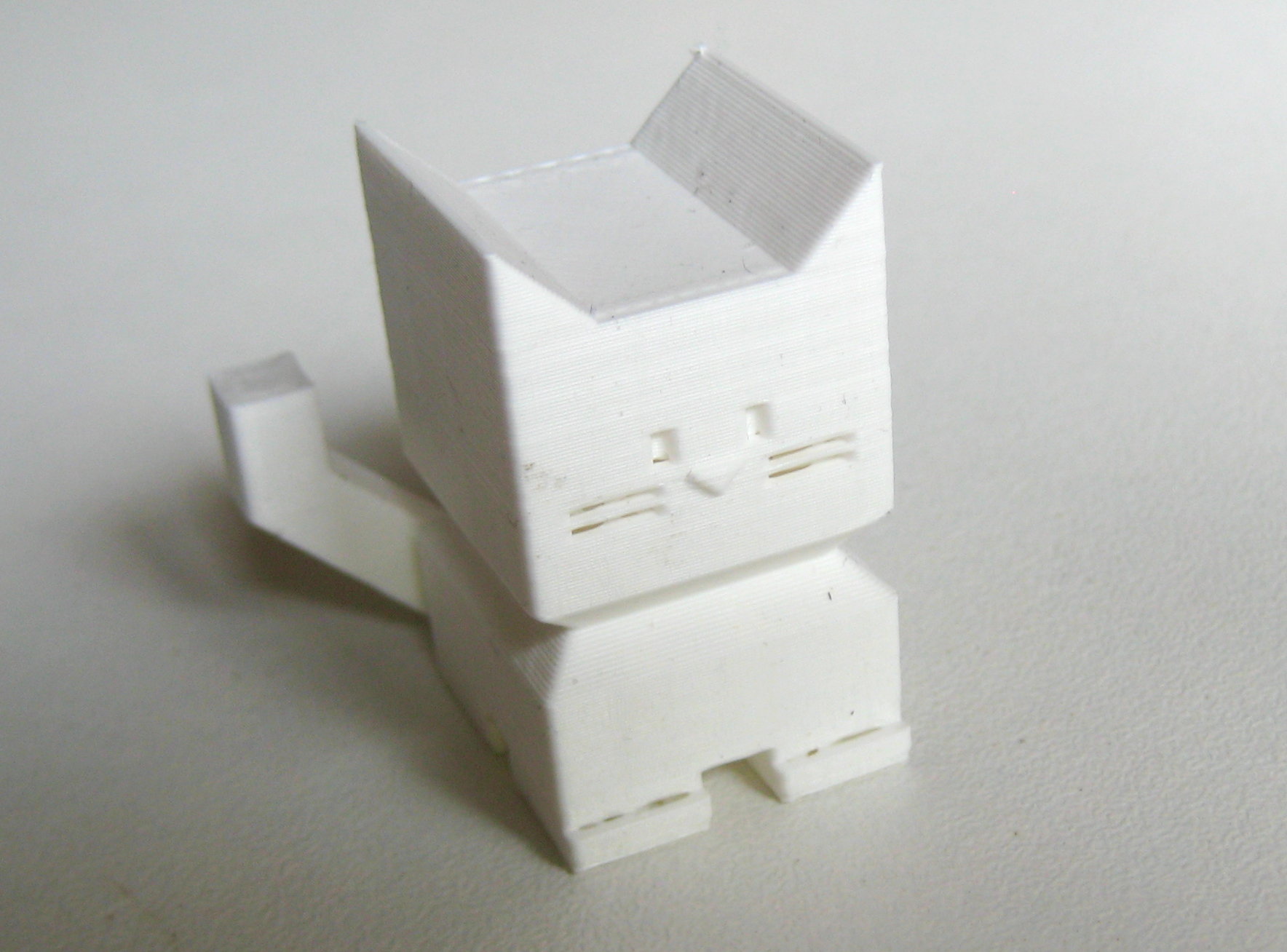
Calicat
Le calicat est un modèle de calibration, il faut l'imprimer sans support ni base. Cela permet de se rendre compte de la capacité à imprimer en respectant les dimensions et d'éventuels défauts mécaniques. Celui-ci a été imprimé avec les réglages de base du mode Draft 0.2mm en PLA blanc craie d'Emotiontech, avec une durée d'impression de 40 minutes.
Test complet Autodesk x Kickstarter
Protocole de test défini par Autodesk pour évaluer les caractéristiques d'une imprimante. Pour comparer avec d'autres résultats de tests il est important d'utiliser toujours le même type de filament, ce que l'on a pas fait! Mais cela permet tout de même de se rendre compte des contraintes à prendre en compte pour modéliser en 3D et des limites de l'imprimante.
* imprimante CReality Ender 3 + Cura 3.5.1 * réglages de Cura : Draft 0.2mm, sans modifications * vitesse : 60 mm/s * infill : 20% * température extrudeur : 200°c * temps d'impression 3h30 * filament : [[https://www.reprap-france.com/categorie/341-pla-emotion-tech|PLA blanc craie d'Emotiontech]] : 10.87m, ~32g
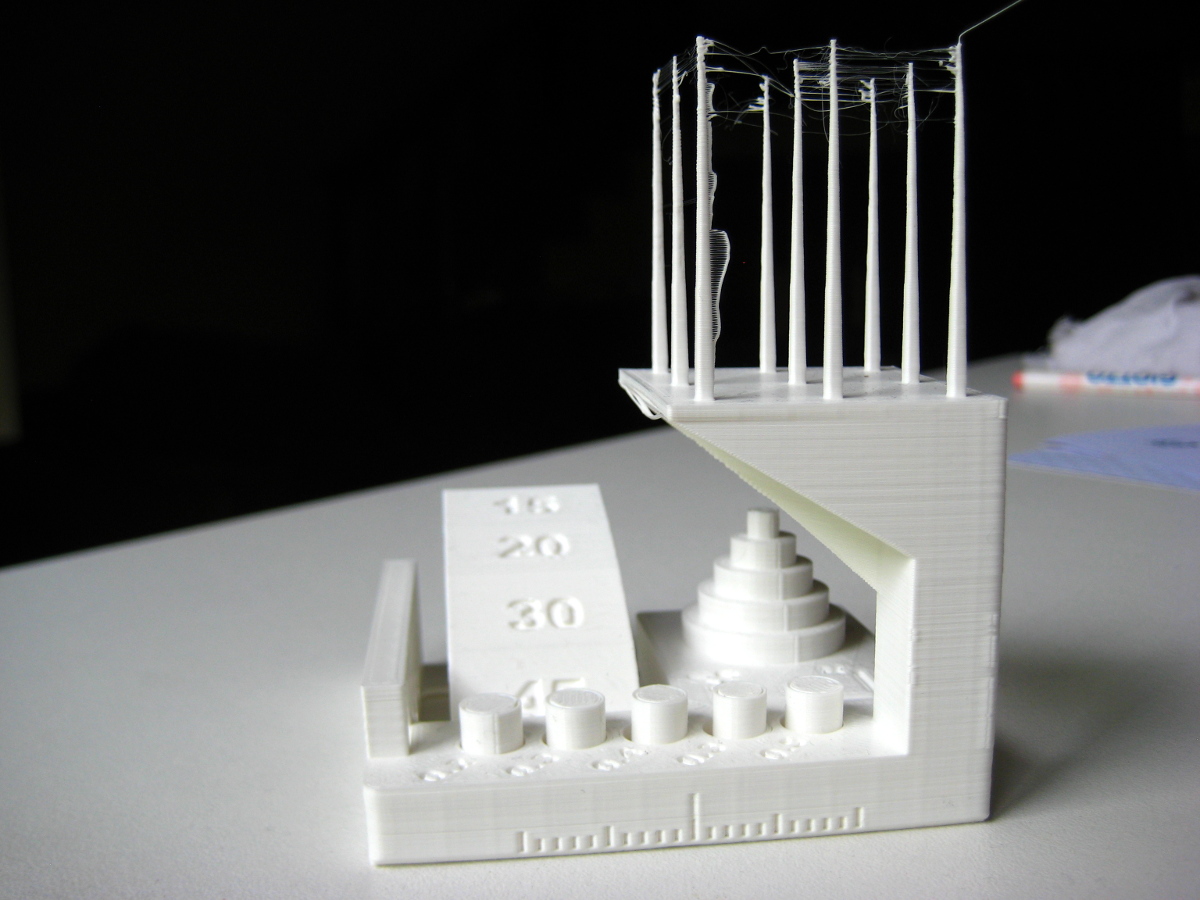
Résultats
Une fois l'objet imprimé, on peut suivre un protocole de mesures adapté à l'impression FDM pour lui donner une “note” globale.
On arrive à un total de 22 sur 30 avec les réglages actuels.
Dans le détail, cela donne :
mesures du torture test (cliquer pour afficher)
1. Dimensional accuracy : 5/5
En détail
| Cible | X mesuré | Y mesuré | erreur X | erreur Y |
|---|---|---|---|---|
| 25 | 24,93 | 24,86 | 0,07 | 0,14 |
| 20 | 20,05 | 19,98 | 0,05 | 0,02 |
| 15 | 15,12 | 15,05 | 0,12 | 0,05 |
| 10 | 10,01 | 10,06 | 0,01 | 0,06 |
| 5 | 4,98 | 4,93 | 0,02 | 0,07 |
| erreur moyenne | 0,054 | 0,068 | ||
| différence entre l’erreur moy. X et l’erreur moy. Y | 0,014 | |||
2. Fine Flow Control : 2.5/5
Les flèches sont supérieures à 30mm (40mm dans ce cas), avec des “poils de filament” entre ( = stringing)
3. Fine Negative Features : 4/5
Seul le plot “0.2” ne s'enlève pas avec les doigts, les autres se sont détachés tout seul.
4. Overhangs : 3/5
Le rendu des pentes à 15° et 20° diffère de celui de la pente à 45°
5. Bridging : 5/5
Aucun porte-à-faux n'est en contact avec une surface inférieure.
6. XY Resonance : 2.5 / 5
A priori, pas d'ondulations parasites
7. Z-axis alignment : 0 / 5
A priori pas de différences dans les couches en Z correspondant au pas de la tige filetée. Toutefois la superposition des couches en Z est loin d'être parfaite, ça pourrait sûrement être amélioré.
Total : 22 / 30
Figurines
Drown Maiden
Test d'impression d'une figurine d'Evan Carothers : Drown Maiden (sur thingiverse) en PLA blanc craie d'Emotiontech, avec la buse d'extrusion d'origine de 0.4mm.
Premier test à 0.12mm (à droite sur la photo), vitesse d'impression 20mm/s, avec support, sans socle, les autres réglages sont ceux du profile “Fine 0.1mm” de Cura 3.5.1. L'impression est de bonne qualité, c'est bien détaillé, avec des défauts sur les doigts, le support s'enlève correctement. On voit à peine les couches.
Second test à 0.08mm (à gauche sur la photo), même réglages que précédemment avec un support de type “tree”, l'impression prend une heure, les détails sont mieux rendus, plus “nets”, on ne voit pas les couches. Le support est très difficile à enlever, mais on peut y arriver sans rien casser… Les détails des doigts ont aussi des défauts, c'est probablement la limite en taille, chaque doigt fait moins d'un demi-millimètre!
Hauteur : 3,2cm

Sasuke Chibi
Figurine d'un personnage de l'anime Naruto. Imprimée en couches de 0.08mm avec supports. La figurine est peinte de avec de la peinture acrylique. Hauteur : 6cm. Il y a des petits défauts qui auraient pu être limés avec une lime à ongle avant de peindre.

Maneki-neko (招き猫)
(Le Maneki-neko est un chat porte-bonheur japonais)
Hauteur : 6cm, filament utilisé : env. 5m (7m avec support), matériau : PLA blanc craie d'Emotiontech
De gauche à droite, des essais d'impression fine réalisés avec Cura 3.5.1
gauche
- réglages de Cura : Draft 0.2mm, modifié
- vitesse : 40 mm/s
- température extrudeur : 200°c
- temps d'impression 2h30
centre
- réglages de Cura : Fine 0.1mm, modifié
- épaisseur de couches 0.12 mm
- température extrudeur : 200°c
- temps d'impression 4h30
droite
- réglages de Cura : Fine 0.1mm, modifié
- épaisseur de couches 0.08 mm
- température extrudeur : 200°c
- temps d'impression 8h15



