Ceci est une ancienne révision du document !
Entretien
- dépoussiérage à faire régulièrement sous le plateau, quand c'est crade (1/an)
- graissage tous les 2 mois du moteur du plateau
- tube laser à nettoyer avec du produit à vitre régulièrement
- eau déminéralisée du chiller/refroidisseur à vidanger régulièrement (3 fois / an)
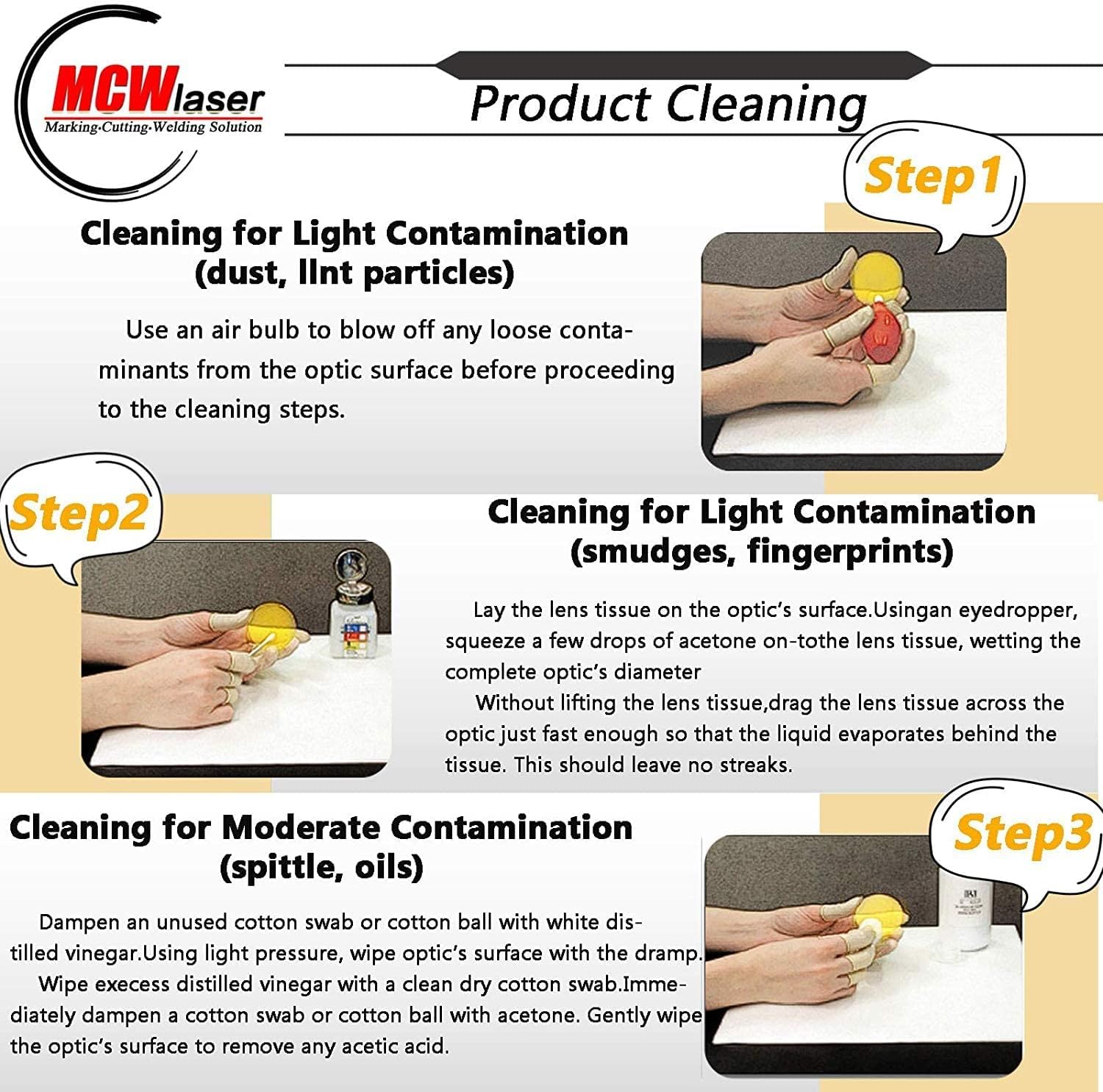
- nettoyer les lentilles, 1/semaine (compresses stériles non tissées et alcool isopropylique)
Maintenance
Problèmes à régler
- problèmes de dimensionnement (en particulier en Y) + les ronds ne sont pas ronds …
- Faut il changer le firmware ? firmware upgrade package TL-3120 ( http://www.sztrocen.com/system.php?cid=19)
- Évacuation fumées
- coude 15cm diamètre intérieur H25xL25 cm > lien moteur gris <> filtre)
- conduit galva ventillation 125mm X 12m > traverser sous faîtage vers exterieur
- manchon 125mm X selon le nombre de tubes à assembler ??
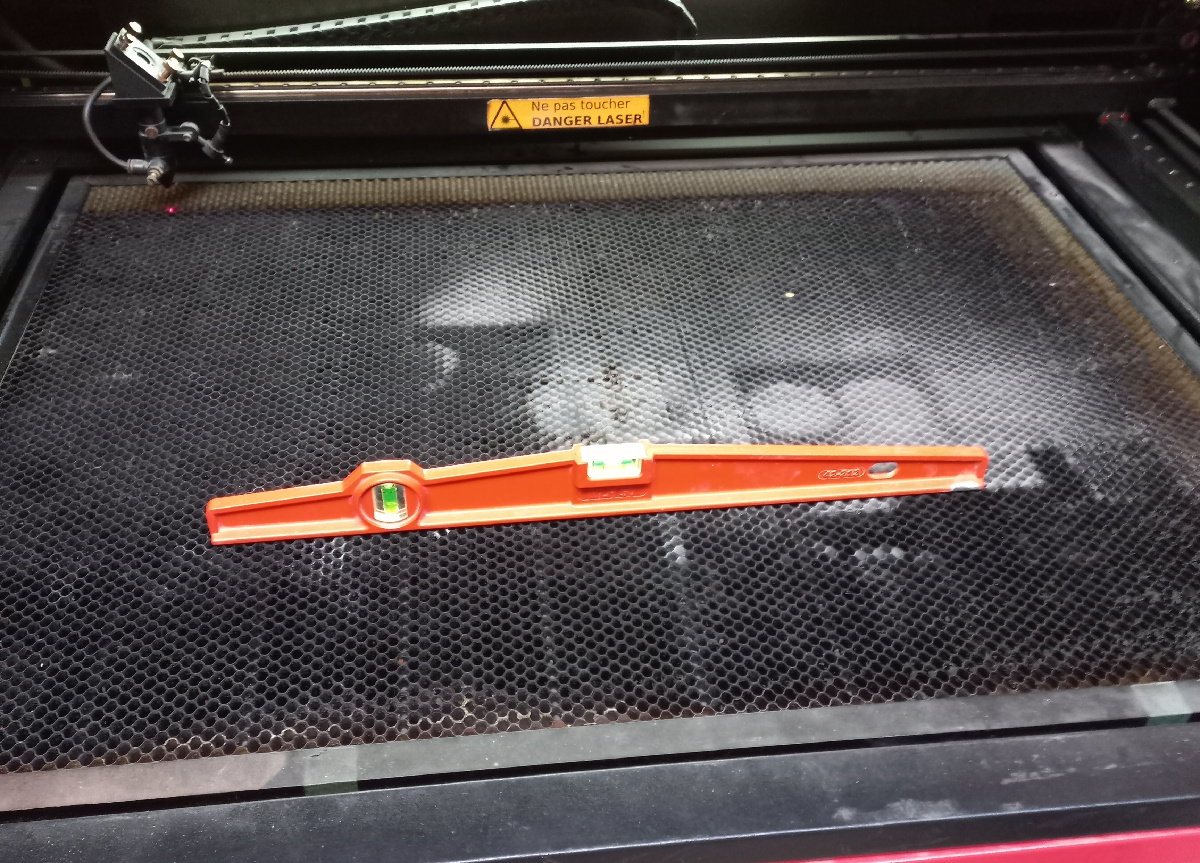
- Le plateau alvéolé présente une déformation concave en son milieu, environ 1mm… → ?
Organes de la machine
- électronique : 2 contrôleurs pour les moteurs : X, Y (Y débrayable par bouton pour axe rotatif, le relais permet d'activer ou pas)
- 2 moteurs pas à pas, un par axe
- tube laser
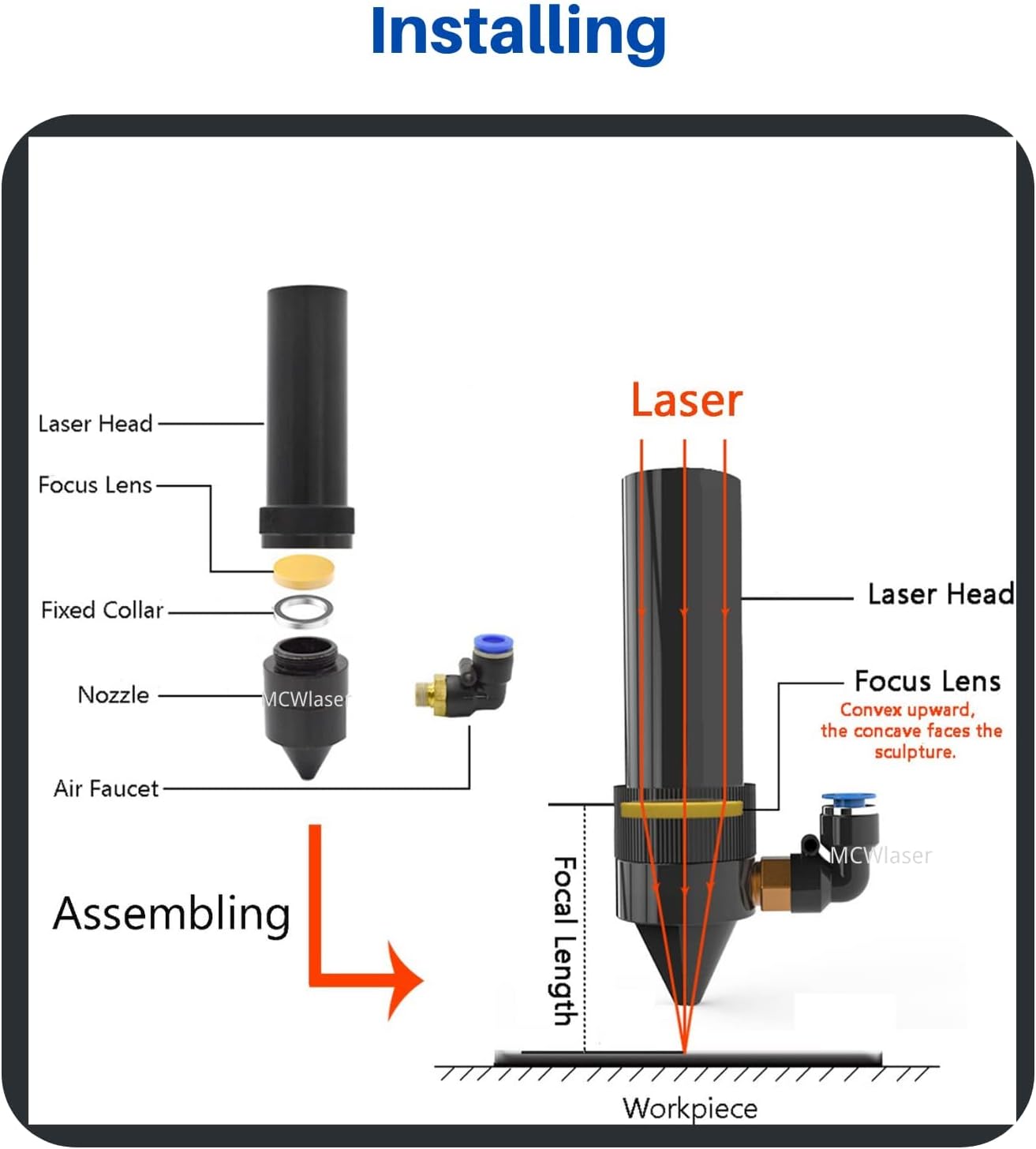
- tête + lentille (diamètre de la lentille : 17,93 mm / 0,706 in)
- arrêt d'urgence
- contrôleur Trocen TL-3120 avec clavier pour commander la machine
- moteur pas à pas du plateau
Mise en place du chiller/refroidisseur
- remplissage en eau déminéralisée : 20 litres
- relier le circuit du chiller/refroidisseur à la laser, nécessite un tuyau (diam 11mm ext, 8mm int) et 2 colliers de serrage
- conserver le tuyau de voyage
- remplir le circuit, mettre en activité, le tube du laser se remplit
- arrêter la machine et remettre de l'eau déminéralisée pour mettre le niveau
- vidange par la sortie “drain”
S'il y a un problème, le chiller/refroidisseur se met à biper et le voyant alarme s'allume sur le chiller/refroidisseur.
Réparation des fuites du tube laser
Le tube laser est refoidi par l'eau déminéralisée du chiller, les jonctions sont faites grâce à des tubes flexibles de plastique serrés sur les pièces en verre par des colliers de serrage mal ajustés
→ remplacement des colliers de serrage, serrer fort!
Changement de la lentille
On remplace la lentille par une lentille MCWlaser, diam. 18mm, longueur focale 63mm : https://www.amazon.fr/gp/product/B07MLX49FB?th=1
Mise à niveau, réglages et nettoyage de la machine.
Équilibrer / stabiliser la machine
Abaisser les pieds jusqu'à ce que les roulettes ne touchent plus le sol.
Ajuster les hauteurs des 4 pieds réglables en vérifiant au fur et à mesure avec le niveau.
Vérifier également le niveau de l'axe porte lentille et du plateau alvéolé.
Changement des miroirs
Nettoyage des miroirs
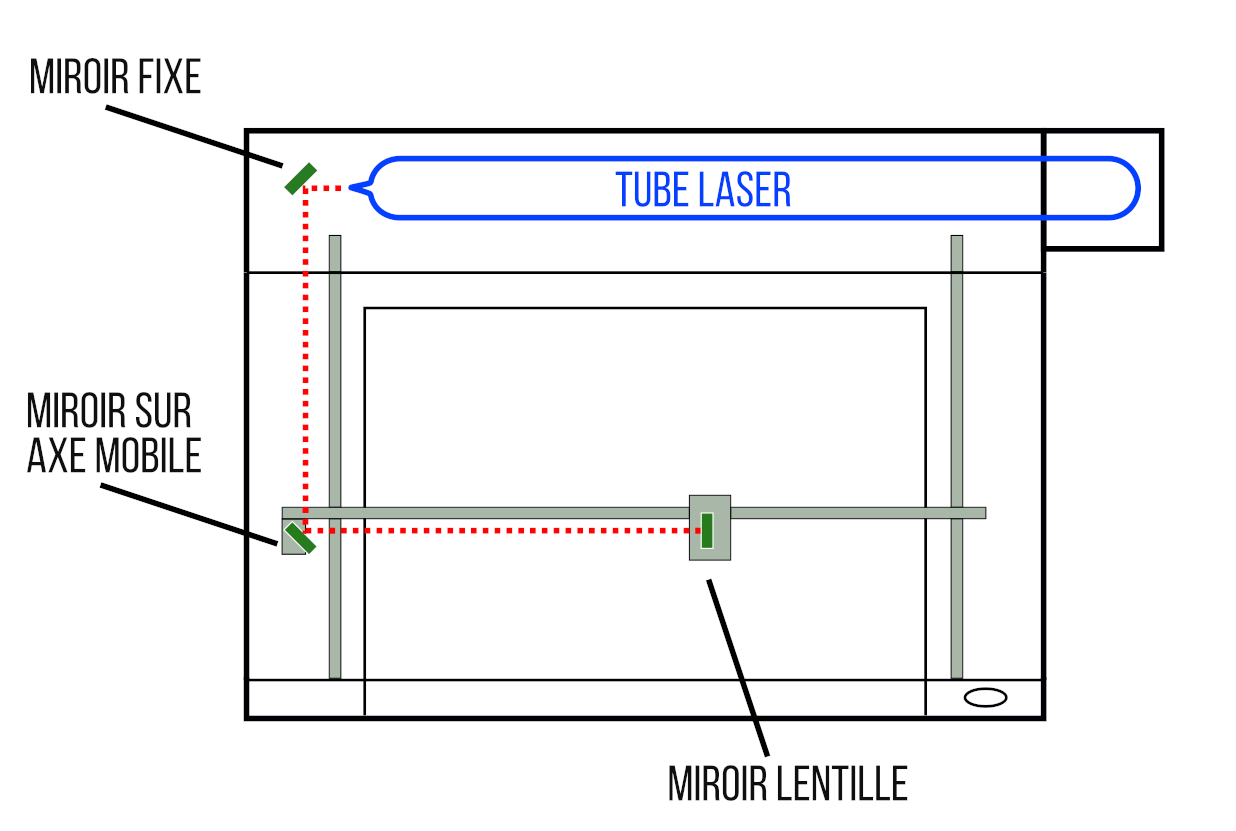
Le faisceau laser est amené jusqu'à la lentille par 3 miroirs
En utilisant :
- du papier joseph pour le nettoyage des optiques (merci Jordan!)
- de l'éthanol 99.8%
- de grands cotons-tiges médicaux (dont l'extrémité est recouverte de papier joseph)
alternative : alcool isopropyliques + compresses stériles non tissées
(photo du miroir sur axe mobile)
Nettoyage du tube laser
On utilise du produit de lavage de vitre dispo à flux (vinaigre de ménage)

Nettoyage de la lentille
En utilisant :
- du papier joseph pour le nettoyage des optiques (merci Jordan!)
- de l'éthanol 99.8%
- une pince circlips
/!\ La lentille est convexe (= bombée d'un côté) il faudra la remettre dans le même sens!
- Démonter le tube porte-lentille.
- À l'aide d'une pince circlips, dévisser le chassis de la lentille.
- Déposer la lentille sur du papier joseph imbibé d'éthanol, frotter délicatement.
- Retourner la lentille et froter délicatement l'autre face.
- Remonter l'ensemble.

Réglage de la focale
18,85 mm en dessous de la buse / On peut trouver la focale avec Lightburn.
Pour chaque découpe il faut placer le laser à 18,85 mm de la surface du support, on utilise les boutons haut et bas à droite de la laser et une cale de 18,85 mm.
Alignement des miroirs
/!\ Cette opération nécessite le déclenchement du faisceau laser, c'est dangereux!
Le faisceau laser est dirigé par 3 rebonds sur des miroirs vers la lentille. Le premier miroir est en sortie de tube, le second est sur l'axe mobile et le 3e est sur la tête de découpe, au dessus du tube porte-lentille.
L'alignement consiste à modifier l'angle de ces miroirs pour que le fasceau les frappe toujours au milieu, il s'effectue en modifiant légèrement l'orientation des miroirs en réglant les vis de leurs supports.
A chaque étape, on vérifie que le miroir est bien positionné en plaçant un papier sur le support de miroir suivant, ce qui permet de tracer l'empreinte du miroir au crayon, puis on envoie une impulsion pour déclencher un très bref faisceau lasr qui va venir marquer le papier.
L'alignement s'effectue dans l'ordre du trajet du faisceau laser, en commençant par le miroir fixe, puis le miroir de l'axe mobile, puis le miroir de la tête de découpe.
- Placer les lasers au plus loin pour que le circuit de lumière soit le plus long possible
- Placer un scotch de peintre (non collant!) sur le miroir
- Lancer un pulse : activer le laser + bouton en bas à gauche du contrôleur
- Répéter pour chaque miroir
- Si nécessaire, modifier les réglages des vis par petits pas, d'environ un chouille
- Enlever la lentille, placer un scotch sous la sortie du tube, et faire un dernier pulse
Changement des filtres
Journal de maintenance et d'entretien
19 nov. 2024
Olivier / Laure / Denis / 6ril
- mise de la machine sur pieds
- reglage avec niveau : machine, plateau et axe de laser : ok (a priori)
- nettoyage de la vitre
28/03/2025
mitoufflon
Suite à problème de déclenchement intempestif du disjoncteur différentiel (atelier + flux général)
mesure de courants découpeuse laser
- Chiller : 100mA > 2.3A (moteur en marche)
- Ventillation VMC : 142mA
- Compresseur air : 750mA
- Découpe Laser : 230mA (repos) > 2.3A (moteur) > 3.15A (découpe)
Mesure courant de fuite
Pince ampèremétrique autour de la phase et du neutre pour la mesure
- Mesure de courant de fuite : 0mA (repos), 11mA (découpe), +++»>11mA (gravure)
- d'après la documentation de l'alimentation le courant de fuite doit être <1mA
- Pas de fuite sur le chiller, ventil et compresseur
- Le différentiel au général étant de 30mA comme celui de l'atelier si problème sur laser tout saute en même temps !
- changer le DDR au général de flux par un 300mA type SI
31/03/2025
mitoufflon
- Choix filtre EMI/RFI sur l'alimentation :
- Selon courant de fuite accepté : https://fr.rs-online.com/web/p/filtres-secteurs/8813772P
- Définir protection alim électrique pour la découpeuse laser
- alim indépendante des autres prises ?
- changer DDR pour un 30mA type A ou SI ?
- Nettoyage de l'alim
01/04/2025
mitoufflon, 6ril, olivier
- démontage filtre
- découverte prise chouko grillée
- liste achats install électrique
- remontage moteur gris
- test filtres
23/04/2025
mitoufflon
- câblage puissance : mise en sécurité de la machine
- mise en place de borniers pour simplifier le câblage et mise à la terre
- arrêt d'urgence général (le câblage précédent ne coupait pas l'alimentation du moteur)
- mise en place du filtre EMI
- reste à changer câble alimentation drivers moteurs
29/04/2025
Petites réflexions de groupe autour de l'aménagement de l'atelier “extérieur” en prévision du futur :
- poser du tube métallique diamètre 120 ou 150 sous le faîtage du bâtiment pour ressortir coté bois afin d'évacuer les vapeurs
- poser une goulotte électrique en hauteur coté fablab pour alimenter la laser et ces accessoires temporairement
- trouver le matériel nécessaire
- commander les filtres
Été 2025
Vrac à classer ou pas ...
Liste de courses
- compresseur à air + pistolet à pschit
Électricité
En provisoire : passer 2 gaines de 25mm + 3×2.5 entre armoire électrique et le fond de l'atelier
- alim laser <> tableau elec : 2 circuit (laser / périphériques)
- câble 3×2.5 mm2 30m rouge
- câble 3×2.5 mm2 30m noir
- câble 3×2.5 mm2 30m vert/jaune
- » récup gaine 25mm + 3×2.5 dans l'atelier partagé
- 2 pc murales type plexo IP68
- embases fixation murales pour gaines
Laser
condo 10uF 450VAC (filtre moteur gris)- RS : 135-3587
Bornier chouko C13 chassis laser mâle l:27* H:30,6mm- RS : 870-1495
2* chouko C13 femelle à visser ( câble alim laser et chiller)- RS : 488-208
- 4* prises mâle 16A
- insert bois M8 x4 (pour fixer dernier étage filtres)
- 2 barres alu /acier/métal 670mm (pour fixer dernier étage filtres)
Notes à reprendre ou pas
Installation de la colonne de ventilation
- attention au filtre à charbon ! (il va tout en haut)
- ajustement des joints du circuit de ventilation
- fixation des conduits de ventilation
- préparation du bac à charbon : placement de la plaque plexiglas
Pour préparer le bac à charbon, il faut le vider, poser la plaque plexiglas sur les cales prévues au milieu du bac, puis remplir de charbon, on peut tasser le charbon en s'aidant des poignées sur les bords du bac.
Il faudrait changer le tube silicone diamètre 6 sur le bord des plaques.