Table des matières
Imprimante 3D CReality Ender 3
Caractéristiques
- volume d'impression 220x220x250
- diamètre de sortie de la buse d'extrusion : 0.4mm
- épaisseur des couches : à partir de 0.08mm (multiples de 0.4 conseillés) : 0.12, 0.16, 0.2, … 0.32 (pas testé en dehors ce ces valeurs)
- extrudeur de type “Bowden” (à moteur déporté)
- firmware de type “Marlin”
- diamètre du filament : 1.75mm
Cette imprimante est entièrement open-source (liens ci-dessous), enfin c'est ce qui est annoncé, dans la pratique ça n'a pas l'air si clair (cf. ce qu'en dit Rudolf Riedel)
L'assemblage a été réalisé en suivant le guide fourni par CReality, en une demi-journée : guide assemblage ender 3 (pdf)
Guide de démarrage rapide : quick start guide (en)
Comment imprimer ?
Sur cette page : utiliser l'imprimante CReality Ender 3
Comment arrêter une impression ?
Si tout part de travers…
Choisir «pause print» : l'imprimante se replace en position home,
une fois replacée choisir «Stop print», puis relever la tête d'impression si nécessaire (prepare / move axis),
nettoyer le plateau … et c'est reparti
Schémas et code-source
Code source du firmware chez le fabricant : https://creality.com/download/source-code_c0001
Dépôt de code du fabricant : https://github.com/Creality3DPrinting/Ender-3
Marlin 3D Printer Firmware : https://github.com/MarlinFirmware/Marlin + https://marlinfw.org/
Schéma électronique : https://github.com/RudolphRiedel/CR10-Melzi-1.1.2
Mise à jour du firmware : https://howchoo.com/ender3/ender-3-bootloader-firmware-update-marlin/
Filament
On utilise du PLA de 1.75mm de diamètre, qui a la réputation d'être le plus simple à utiliser.
Il est fourni en rouleau.
Le PLA a une densité de 1,24 g/cm3, un rouleau de 1kg contient environ 335 m de filament
Pour trouver des correspondances de couleurs (hex, Pantone, RAL) ce site est très pratique : https://filamentcolors.xyz/swatch/esun-green-pla-558/
Entretien
Calibration du plateau d'impression
Il est nécessaire de calibrer le plateau quand les premières couches imprimées sont comme “écrasées” ou qu'il y a des problèmes d'adhésion. La procédure de calibration prend une dizaine de minutes à réaliser et utilise un fichier gcode interactif, on la doit à John Fearnside qui l'a publiée sur thingiverse. Elle consiste à placer la tête d'impression aux 4 coins du plateau et ajuster la hauteur à chaque fois
- vérifier qu'il y a du filament et allumer l'imprimante (!),
- choisir “print from SD” dans le menu,
- choisir le fichier “bed_levelling.gcode” dans le dossier “entretien ender 3”,
- la tête est déplacée vers le premier point, placer une feuille de papier entre la tête et le plateau,
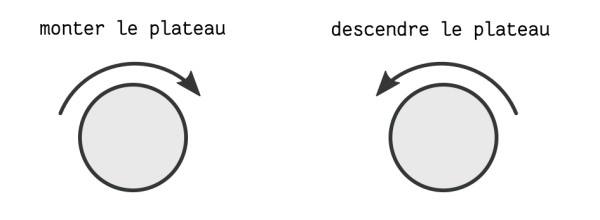
- ajuster la vis en tournant la roue sous le plateau : dans le sens des aiguilles d'une montre pour monter, à l'inverse pour descendre,
- la feuille de papier doit être fermement agrippée sans se déchirer ni se déformer,
- quand la pression est satisfaisante, appuyer sur la roue de contrôle pour passer au point suivant,
- répéter pour les 4 points,
- un deuxième cycle repassant par les 4 points permet de vérifier ou d'apporter des ajustements,
- une fois ce second cycle terminée, un carré d'une couche sera imprimé pour vérifier les hauteurs de couche,
- une fois l'impression terminée, ce carré devrait se décoller du plateau sans difficultés.
calibration_plateau.gcode (cliquer pour afficher le code)
- calibration_plateau.gcode
; BedPositioning for Ender 2 ; Copyright G3P 2017 G90 M82 M140 S50 M190 S50 M104 S210 T0 M109 S210 T0 G28 ; Home all axis G1 Z10 ; Lift Z axis G1 X32 Y35 ; Move to Position 1 G1 Z0 M0 ; Pause print G1 Z10 ; Lift Z axis G1 X32 Y206 ; Move to Position 2 G1 Z0 M0 ; Pause print G1 Z10 ; Lift Z axis G1 X202 Y206 ; Move to Position 3 G1 Z0 M0 ; Pause print G1 Z10 ; Lift Z axis G1 X202 Y35 ; Move to Position 4 G1 Z0 M0 ; Pause print G1 Z10 ; Lift Z axis G1 X32 Y35 ; Move to Position 1 G1 Z0 M0 ; Pause print G1 Z10 ; Lift Z axis G1 X32 Y206 ; Move to Position 2 G1 Z0 M0 ; Pause print G1 Z10 ; Lift Z axis G1 X202 Y206 ; Move to Position 3 G1 Z0 M0 ; Pause print G1 Z10 ; Lift Z axis G1 X202 Y35 ; Move to Position 4 G1 Z0 G90 M82 M84 ; disable motors ; Start printing Square G90 M82 M140 S50 M190 S50 M104 S212 T0 M109 S212 T0 M92 E97 G28 ; home all axes G1 X15 Y15 Z0.2 F3000 ; get ready to prime G92 E0 ; reset extrusion distance G1 X120 E35 F600 ; prime nozzle G92 E0 G1 E-7.0000 F1800 G1 Z0.180 F1002 ; process Ender 2-1-1 ; layer 1, Z = 0.180 T0 ; tool H0.200 W0.400 ; outer perimeter G1 X35.200 Y35.200 F4800 G1 E0.0000 F540 G92 E0 G1 X35.300 Y35.300 F4800 G1 E0.0000 F720 G92 E0 G1 X206.700 Y35.300 E11.2828 F600 G1 X206.700 Y206.700 E22.5655 G1 X33.300 Y206.700 E33.8483 G1 X33.300 Y35.300 E45.1311 G1 X33.300 Y35.300 F2400 G1 X33.697 Y35.697 F4800 G92 E0 G1 X33.697 Y206.303 E11.2400 F600 G1 X206.303 Y206.303 E22.4800 G1 X206.303 Y35.697 E33.7200 G1 X33.697 Y35.697 E44.9599 G92 E0 G1 E-4.0000 F2400 G1 X33.697 Y35.697 F2400 ; layer 2, Z = 0.440 ; tool H0.200 W0.400 G1 X33.200 Y35.200 F4800 G1 Z0.440 F1000 G1 E0.0000 F2400 G92 E0 G1 X206.800 Y35.200 E6.2742 F1200 G1 X206.800 Y206.800 E12.5484 G1 X33.200 Y206.800 E18.8226 G1 X33.200 Y35.200 E25.0968 G1 X33.200 Y35.200 F2400 G1 X33.797 Y35.797 F4800 G92 E0 G1 X33.797 Y206.203 E6.2385 F1200 G1 X206.203 Y206.203 E12.4769 G1 X206.203 Y35.797 E18.7154 G1 X33.797 Y35.797 E24.9538 G92 E0 G1 E-4.0000 F2400 G1 X33.797 Y35.797 F2400 G92 E0 G1 E-7.0000 F1800 ; layer end M104 S0 ; turn off extruder M140 S0 ; turn off bed G28 X0 ; home X axis G1 Z100 F6000 M84 ; disable motors
Tester l'extrudeur / le filament
Pour faire sortir du filament sans imprimer d'objet, on peut y accéder par le menu :
prepare / move axis / 1mm / extruder → augmenter la valeur
Cette fonction apparaît dans le menu uniquement quand on choisit 1mm (!)
Changement du filament
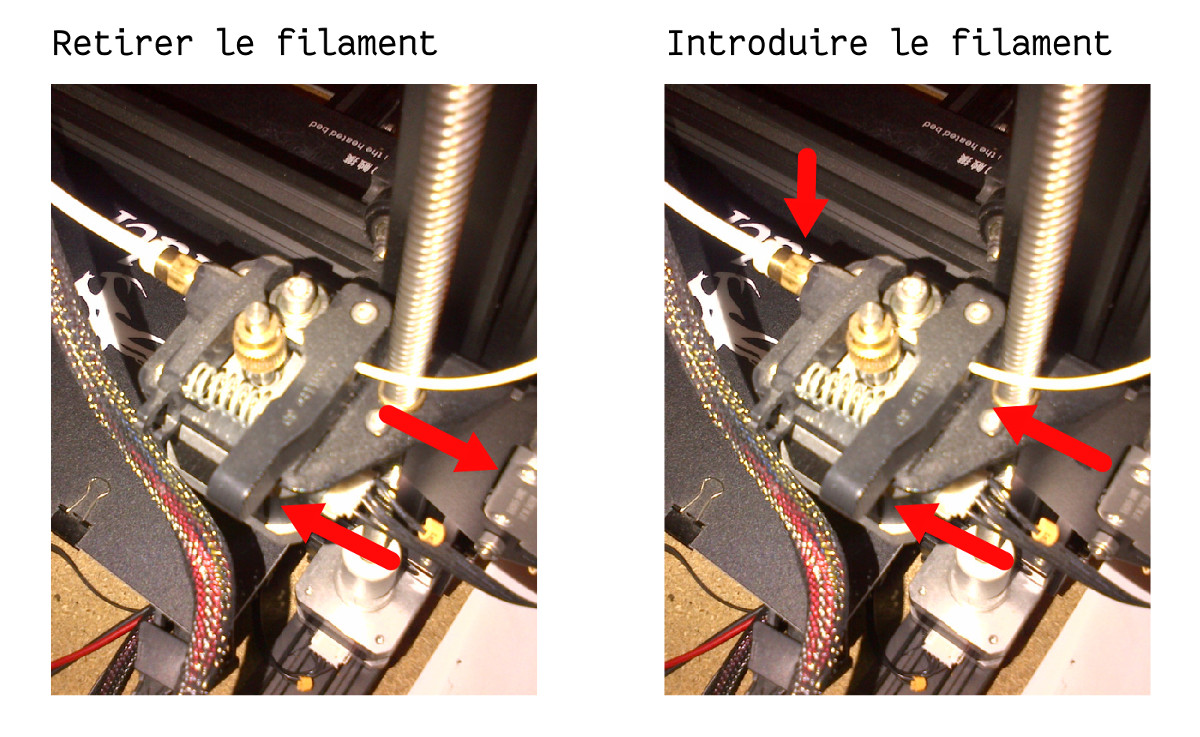
Il faut d'abord retirer ce qu'il reste de filament :
- préchauffer l'extrudeur à 200°c (menu > prepare > preheat PLA)
- appuyer comme sur la photo puis tirer le filament pour l'extraire du tuyau
Puis introduire le nouveau filament :
- couper l'extrémité du filament en biseau à 45°
- le rentrer directement comme sur la photo
- si ça ne rentre pas, dévisser la partie métallique à l'entrée du tuyau, faire passer le filament et revisser
Nettoyage du plateau
Avec un chiffon qui ne laisse pas de peluche et de l'alcool isopropylique à 95%. Ne pas utiliser d'acétone qui ferait fondre le revêtement.
Nettoyage de la buse
Comment savoir si la buse est partiellement bouchée ?
- lever l'extrudeur
- chauffer la buse à 200° (pour du PLA)
- pousser manuellement du filament en maintenant pressé le levier du moteur d'extrusion
- si le filament coule droit, la buse est propre, s'il coule en s'enroulant en petites boucles, c'est que l'intérieur de labuse contient des éléments qui gêne l'extrusion
Une buse bouchée peut causer de la sous-extrusion.
Le PLA use peu les buses, ce qui n'est pas le cas d'autres types de filament. Mais il peut aussi être nécessaire de changer la buse
Nettoyage manuel
En suivant la méthode de cette vidéo. Pour celleux qui préfèrent une procédure écrite, cela donne :
- monter la tete d'impression en Z de 15 cm (menu prepare, move 1mm, Z)
- chauffer la buse (control / temperature / nozzle : 210°)
- retourner sur l'écran d'info principal pour voir la températue de la buse
- une fois la température atteinte, retirer le filament en maintenant le levier du moteur d'entrainement pressé
- introduire l'aiguille dans le trou de la buse
- effectuer des mouvements de va et vient, d'abord lentement puis plus rapidement dans la buse (attention à ne pas toucher la buse à 210°!)
- répéter cette opération deux fois
- replacer le filament
- couper le bout en biseau, à 45°, avec la pince à couper à ras
- presser le levier d'entrainement pour permettre le passage du filament
- pousser le filament jusqu'à ce qu'il soit extrudé par la buse (qui est chaude)
Nettoyage avec du filament de nettoyage
En utilisant du filament ESun 1.75mm CLN 3D Filament (en stock! boite verte), il faut procéder comme pour un changement de filament : retirer le filament, entrer le filament de nettoyage et extruder manuellement une vingtaine de centimètres (en sortie de buse). Il y a d'autres manières de l'utiliser.
D'autres méthodes existent, voir https://3dsolved.com/ender-3-clean-the-nozzle-unclog-it/
Entretien de la mécanique
On ne l'a jamais fait pour le moment mais sûrement que dépoussiérer / graisser / huiler doit être nécessaire de temps en temps…
Autres calibrations
Il existe des techniques pour calibrer l'extrudeur et ajuster des éléments mécaniques, on ne les a encore jamais utilisé. Voir
Différents objets utiles à imprimer pour la calibration
- simple et rapide : calicat
- protocole complet : https://github.com/kickstarter/kickstarter-autodesk-3d
(Sur la carte microSD, dans le dossier entretien_ender3 : calicat.gcode et autodesk_calibration.gcode préparés avec les réglages de base de Cura pour le mode Draft 0.2mm)
Voir aussi la page essais d'impression avec la CReality Ender 3
Problèmes
Sous-extrusion (10 octobre 2022)
Nettoyage manuel de la buse : ça ne suffit pas
Nettoyage avec filament de nettoyage : c'est beaucoup mieux, mais pas encore parfait…
Changements logiciels possibles pour résoudre la sous-extrusion :
- modifier le débit (flow dans cura, section “material”) en l'augmentant par paliers de 2,5%, sans excéder 115%
- augmenter la température, par palier de 3°C
Sous-extrusion / L'axe X penche (27 juin 2022)
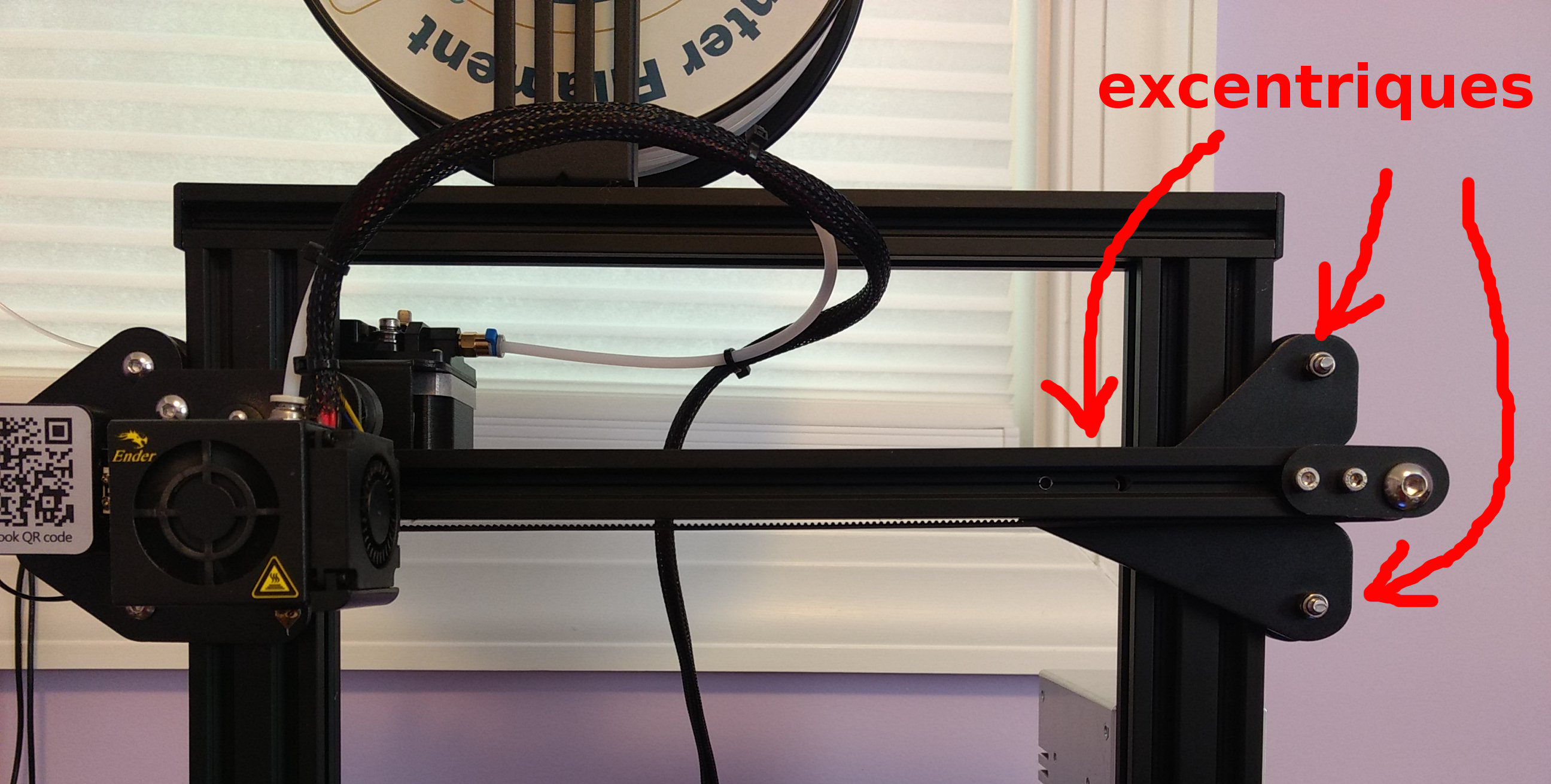
Les objets imprimés sont en sous-extrusion, en regardant de plus près, on se rend compte que l'axe X (qui porte la tête d'impression) n'est plus parallèle au plateau…
C'est résolu en réglant les excentriques (roues qui s'appuyent sur le montant Z à l'opposé du moteur). (merci pascal_lb
Ca ne me paraît pas top, il faudrait le refaire mieux…
Le filament est extrudé, ça ne semble pas venir de la tête d'impression.
On se rend compte que le fil n'est pas entraîné de manière homogène, parfois le galet presseur ne tourne pas et peu de filament sort…
En reserrant la vis du galet presseur, ça s'arrange! Mais ce n'est toujours pas idéal :/
→ Après un nettoyage de la buse, ça repart en bonne qualité!
Pistes pour les excentriques :
Pistes pour l'extrudeur / sous-extrusion

Bruit (14_01_25, le turfu!!!)
Cette machine est assez bruyante. Il existe quelques solutions pour réduire l'impact sonore de celle-ci. Nous pouvons citer par exemple:
- le changement de la carte mère par ce modèle: Sovol Creality Ender 3 Pro Carte mère silencieuse V4.2.7 32-bit Motherboard avec carte de contrôle TMC2225 pour imprimante 3D Ender 3
- le changement des amortisseurs des moteurs pour ce type-là: TUZUK NEMA 17
- placer l'imprimante sur un tapis amortisseur du type de ceux utilisés pour les machines à laver
- la mettre dans une housse de protection
- etc…
Ressources
- Forum francophone : https://www.ender3.fr/forum/pannes/
- Guide de dépannage (en) : https://www.thingiverse.com/thing:3574369
- Guide de dépannage (en) : https://www.reddit.com/r/3Dprinting/wiki/newguideender3
- Flasher un bootloader (en) : https://letsprint3d.net/guide-how-to-flash-a-bootloader-on-melzi-boards/
- Sur les problèmes de sous-extrusion : https://the3dprinterbee.com/ender-3-under-extrusion/
- Impression filament flexible (recommandantions générales) : https://www.filimprimante3d.fr/content/64-reussir-les-impressions-de-filaments-flexibles
Vocabulaire
- buse (en: nozzle) : partie d'où sort le filament
- extrudeur bowden : extrudeur avec moteur d'entraînement sur le chassis de l'imprimante (et pas sur la tête d'impression, dans ce cas on parle d'extrudeur direct drive)