Table des matières
Visière de protection (covid)
(page créée le 7 avril 2020, en cours de rédaction)
Depuis le 7 avril nous avons rejoint le réseau Visières 29 d'impression 3D de visières de protection pouvant être utilisée par les personnes en contact avec du public. La visière est composée d'une pièce serre-tête posée sur le front (impression 3D), de boucles pour tenir l'élastique (impression 3D), d'une feuille de rhodoïd 200 microns (plastique transparent pour la reliure) et d'un élastique. Les modèles 3D semblent dérivés du modèle Newshield, mais ce n'est pas très clair.


Fichiers
La version que nous avons imprimé nous a été fournie par Jean-François Le Gallo du fablab de La MJC Kerfeunteun, on ne sait pas qui en sont les auteurs alors merci à elles/eux!
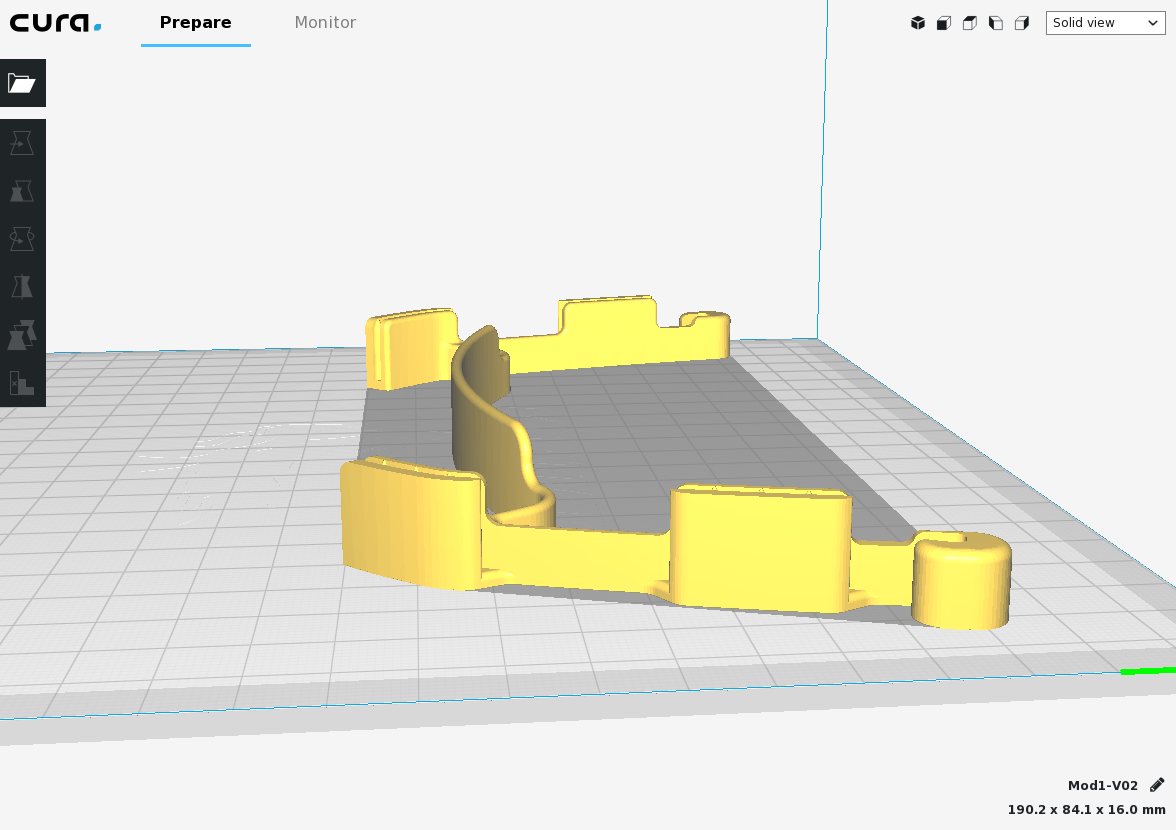
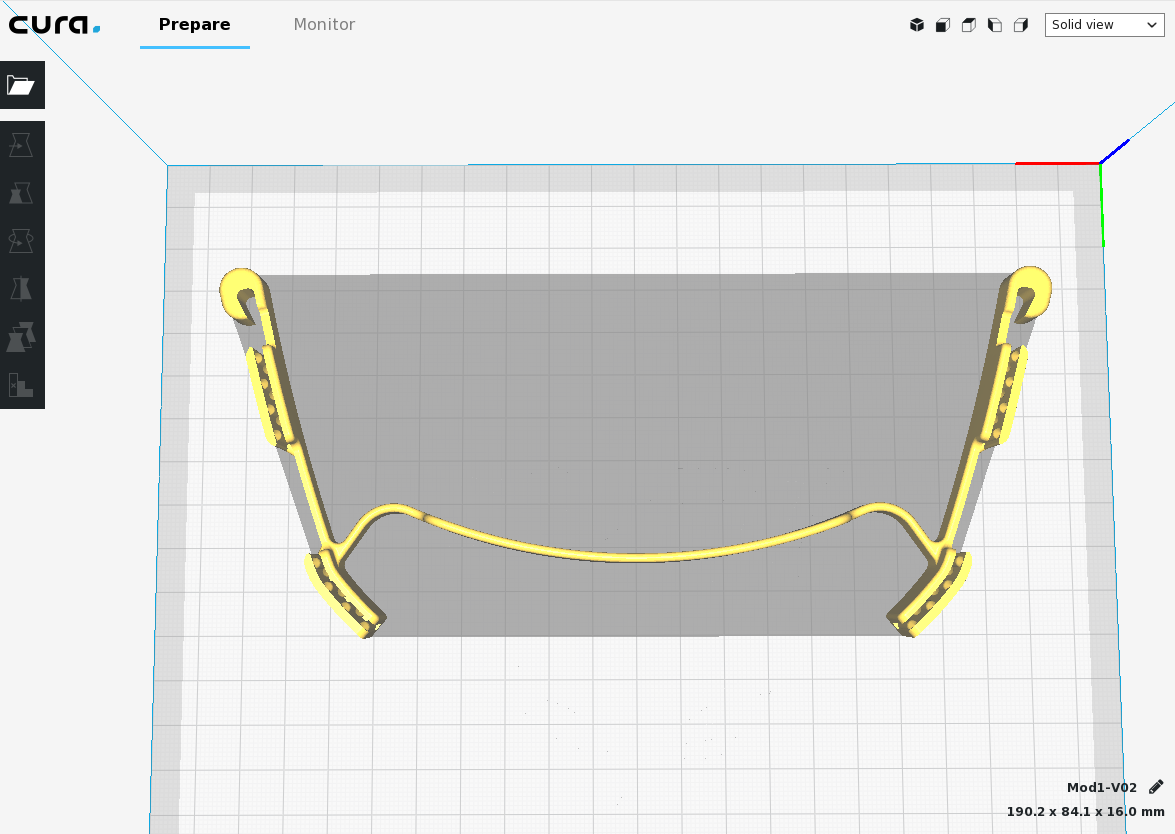
fichier pour la visière : mod1-v02.stl
fichier pour les boucles permettant d'adapter un élastique plat de 10mm de large maximum : boucle_visiere_s10.stl
Pour un aperçu :
Réglages
Pour ces visières on a cherché à pouvoir imprimer le plus rapidement possible avec une bonne qualité, sans chercher la précision des couches, c'est avant tout un objet fonctionnel…
Imprimante : CReality Ender 3
Slicer : Cura 3.5.1 avec profil pour Ender 3
Matériau : PLA noir (marque “Real Filament”)
Hauteur de couche : 0.32mm
Vitesse : 80 mm/s
infill : 20%, sans jupe ni support d'adhésion
Temps d'impression : 1h18
Recherches Réglages (ça n'a pas vraiement d'intérêt au-delà de notre machine!)
(cliquer pour lire les détails)
8/04 On imprime une première série (3!) avec les réglages que l'on utilise couramment.
Réglages : hauteur de couche 0.2mm, infill : 30% (avec socle d'adhésion au plateau), vitesse : 60mm/s
Temps d'impression : 2h30
Résultat : semble un bon compromis entre flexibilité et solidité
9/04 Puis on imprime avec les réglages recommandés.
Réglages : hauteur de couche 0.3mm, infill : 25% (avec socle d'adhésion au plateau), vitesse : 60mm/s
Temps d'impression : 1h38
Résultat : bon compromis entre flexibilité et solidité, plus de petits défauts à l'intérieur de la barre frontale
10/04 Test pour imprimer plus vite
Réglages : hauteur de couche 0.32mm, infill : 20% (avec socle d'adhésion au plateau), vitesse : 70mm/s
Plus de “skirt” (jupe) : le contour qui est à quelques centimètres de distance du modèle (qui ne fait pas partie de la pièce mais marque le contour et prépare la buse)
Flow : 104 % (avec ce PLA noir la valeur habituelle est 105%) pour éviter les petits bourrelets qui apparaissent au point de jonctions des couches (on appelle ça “zits & blobs” en anglais) –> ça n'arrange rien
Résultat : bien!
Temps d'impression : 1h24
10/04 Test pour imprimer encore plus vite : 80 mm/s
Réglages : hauteur de couche 0.32mm, infill : 20% (avec socle d'adhésion au plateau), vitesse : 80mm/s
Plus de “skirt” (jupe) : le contour qui est à quelques centimètres de distance du modèle (qui ne fait pas partie de la pièce mais marque le contour et prépare la buse)
Flow : 104 %
Résultat : bien, équivalent au modèle précédent
Temps d'impression : 1h18
Ressources
Voir la page covid-19