Table des matières
Imprimante 3D CReality Ender 3 S1
Achat neuf : 27 nov. 2023 à https://reprapworld.fr, garantie ?
Caractéristiques
- volume d'impression 220x220x270
- diamètre de sortie de la buse d'extrusion : 0.4mm
- précision plus ou moins 0.1mm
- épaisseur des couches : 0.05-0.35mm
- extrudeur de type “Sprite” (direct), temp. max. 260°C
- firmware de type “Marlin”
- diamètre du filament : 1.75mm
- vitesse maximum : 150 mm/s
- calibration automatique du plateau : CR Touch
- plateau : acier «spring steel», temp. max. 100°C
- connectique : USB type C, carte microSD
- filaments supportés : PLA / TPU / PETG / ABS
Comment imprimer ?
À peu de choses près, c'est la même procédure que pour la Imprimante 3D CReality Ender 3
À noter : une extension pour Cura décrit très très bien tous les réglages possibles de l'imprimante : https://github.com/Ghostkeeper/SettingsGuide
Calibrer le plateau
Charger / changer de filament
Charger un filament
- Placer la bobine sur le support adapté.
- Couper l'extrémité du filament à 45° pour faciliter son insertion.
- Passer d'abord le filament par le trou du détecteur de filaments.
- Appuyer sur la poignée de l'extrudeuse, et insérer le filament jusqu'à ce que ça bloque. S'il reste un morceau de filament, cela ne marchera pas, il est nécessaire de préchauffer en utilisant “Preheat PLA” pour l'enlever (atteindre 200 degrés)
- Préchauffer la buse (Preheat PLA). Lorsque la température atteint la valeur définie, vous pouvez voir que des filaments sortent de la buse et que le chargement est terminé.
Changer de filament hors impression
- Chauffer la buse à plus de 185°C pour ramollir les filaments dans la buse.
- Appuyer ensuite sur la poignée d'extrusion et retirer rapidement les filaments pour éviter qu'ils ne se coincent.
- Charger le nouveau filament comme indiqué ci-dessus.
Changer de filament pendant une impression
- Mettre l'impression en pause.
- Appuyer sur la poignée d'extrusion et retirer rapidement le filament pendant que la buse est chaude.
- Retirer le filament du détecteur de filament.
- Charger un nouveau filament sur le support et pousser pour retirer le filament résiduel.
Comment arrêter une impression ?
Documentation
Entretien / maintenance
Calibration du plateau d'impression
Voir calibration du plateau d'impression de la Ender 3
Et peut-être https://www.reddit.com/r/Ender3S1/comments/zwkyah/comprehensive_guide_to_leveling_the_s1_pro/ (pas testé)
La tête d'impression tremblote
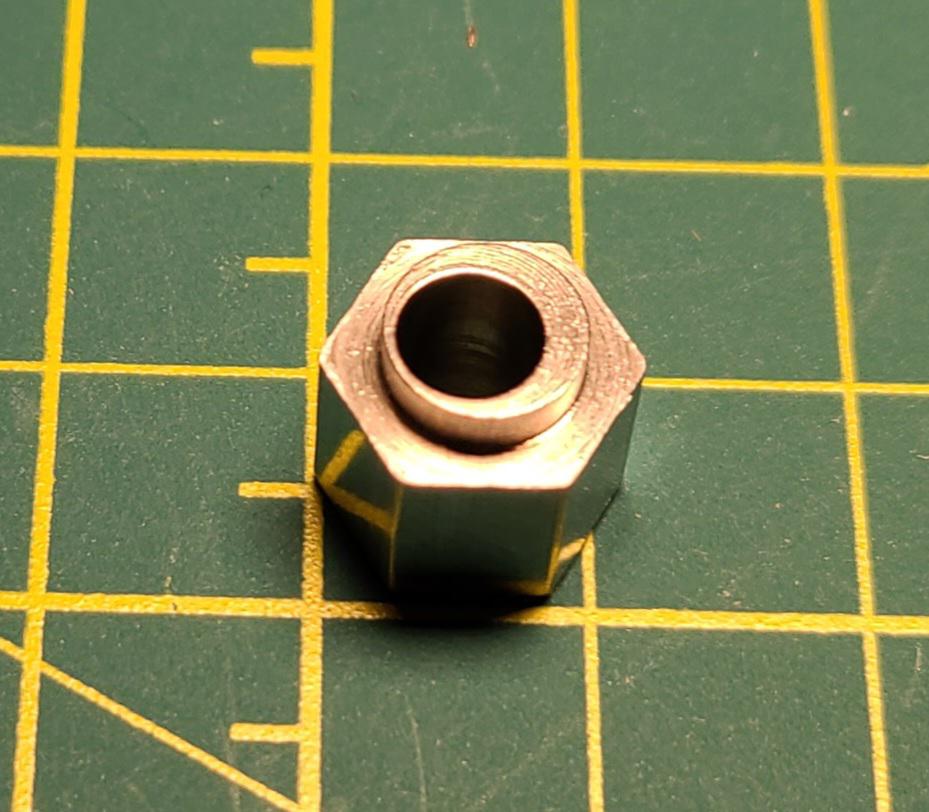
Source (vidéo) : Fix wobble and adjust eccentric nuts
La tête d'impression se déplace sur son axe grâce à 3 roues, pour celle du dessous un écrou excentrique permet d'ajuster la pression de la roue sur l'axe. Si la tête tremblote, il faut refaire ce réglage :
- faire monter l'axe en Z pour pouvoir accéder à l'écrou excentrique de la roue du dessous
- utiliser une clé de 10 pour resserrer en tournant, sans trop serrer ce qui userait les roues
- arrêter quand les roues du dessus ne tournent plus sous les doigts
Réglages spécifiques pour certains matériaux
| Matériau | Fournisseur | Réglages |
|---|---|---|
| PLA phosphorescent Luminous Green | ? | Baisser la température à 195° |
Réglage de température possible directement sur la machine ou avant d'exporter dans Cura
Projets
Typo & Tulle
Réglages
Stringing avec du PLA+
Quelques pistes pour résoudre le problème de stringing avec du PLA+