Imprimante 3D Anycubic Photon Mono 4K
Les résines à l'état liquide et l'alcool isopropylique ne doivent pas être au contact de la peau ou des muqueuses.
Caractéristiques
- Volume d'impression : 130x80x165mm (LxPxH)
- Résolution horizontale : 35µm (fixe)
- Résolution verticale : 50µm (par défaut)
- Vitesse d'impression : 60mm/heure maximum
- XY Résolution : 3840×2400 (4K)
- Précision axe Z : 0.01 mm
- Tailles de couches : 0.01 / 0.15 mm (0.05 conseillé)
- Source lumineuse : UV-LED, 405nm
Manuel d'utilisation (pdf en anglais) : anycubic photon mono 4K user manual
Manuel d'utilisation du slicer Photon Workshop (pdf en anglais) : anycubic photon workshop user manual
Manuel pour le lavage et le durcissement (Wash & Cure 2.0) : manuel Wash & Cure 2.0 (version courte)
Installation logicielle
Pour préparer les pièces, il faut installer le «slicer» Photon Workshop, à télécharger depuis le site du fabricant : photon workshop
Ce logiciel n'existant pas pour linux, on peut utiliser la version windows avec wine : Sur ubuntu 22.04 (je ne connais pas wine, il semble que ça pourrait être plus simple! cf. https://doc.ubuntu-fr.org/wine )
sudo apt install wine-stable winecfg # pour régler, j'ai réglé pour windows 8 et indiqué le chemin vers l'application installeur wine
Ensuite on peut lancer l'application dans un terminal pour l'installer
wine "/home/linuxquimper/photon_workshop-2.2.19/AnycubicPhotonWorkshop_V2.2.19_x64.exe"
Une fois l'installation terminée, retourner dans la config de wine pour indiquer le chemin vers l'exécutable
winecfg
Maintenant on peut lancer l'application!
wine "/home/linuxquimper/.wine/drive_c/Program Files/AnycubicPhotonWorkshop/AnycubicPhotonWorkshop.exe"
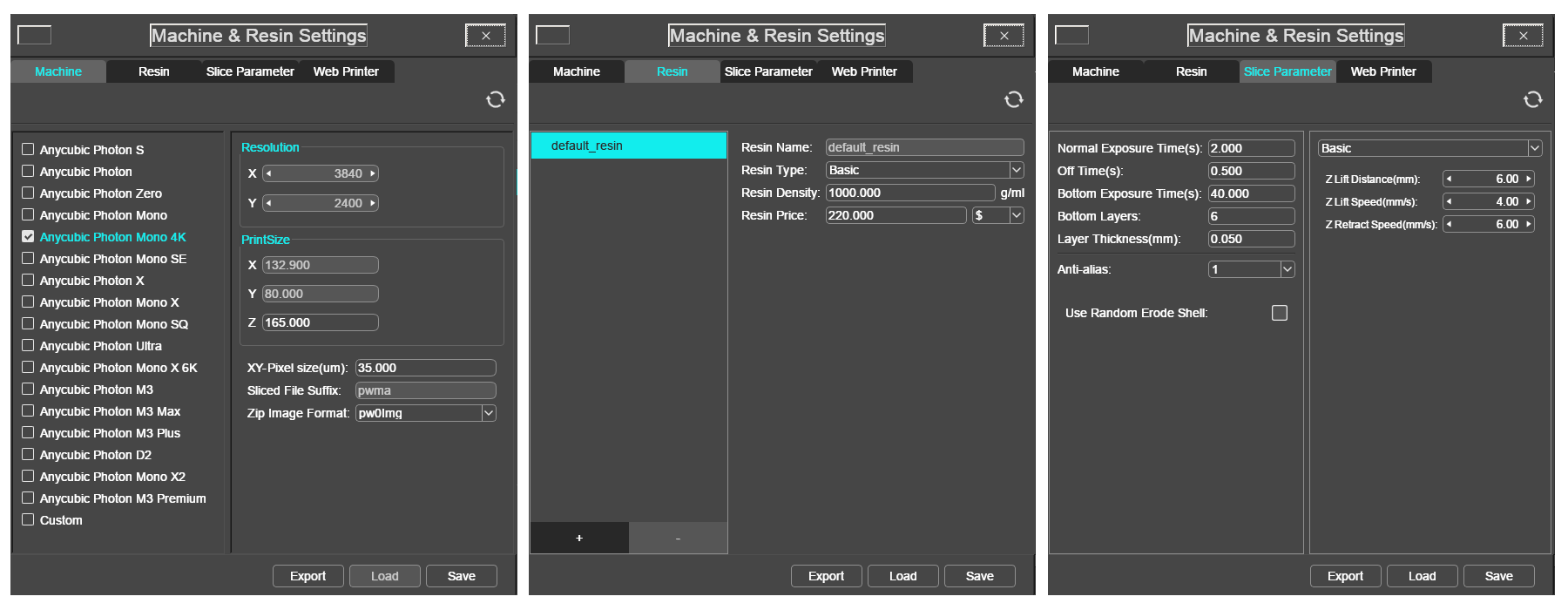
Configurer le logiciel :
- menu Configure / Settings : indiquer “Anycubic Photon Mono 4K”
Comment imprimer ?
Préparer le modèle à imprimer
Le modèle 3D (format STL) doit être adapté à l'impression résine (ajout de points de contact avec le plateau) puis converti dans un format spécifique à l'imprimante.
- ouvrir le logiciel AnycubicPhotonWorkshop (icone sur le bureau de l'ordi. OP15)
- ouvrir le fichier au format .stl ou .obj
- mettre à l'échelle, pivoter, déplacer le modèle
- «slicer» le modèle et l'enregistrer au format adapté (.pwma)
- copier le fichier sur une clé USB, et insérer la clé dans la machine pour imprimer
Ne pas placer de pièces trop près des bords du plateau pour que le plateau puisse se poser corectement dans le bac de lavage
Réglages
Premiers réglages de Photon Workshop, peut-être à améliorer (en fonction de la température extérieure, il faut rajouter du temps d'exposition, cf. doc)
Bonnes pratiques
??? TODO
Comment bien préparer son plateau d'impression ? (supports, positionnement des pièces, etc.)
Préparer l'imprimante
Calibrer l'axe Z et l'horizontalité du plateau avant chaque séance car l'entretien post impression requiert d’ôter le plateau, enlever le plateau en le soulevant pour ne pas rayer l'écran
Optionnel : tester la lumière UV (voir ci-dessous)
Agiter le flacon de résine avant de la verser dans la cuve (pour éviter que les pigments tombent vers le fond du flacon)
/!\ Toujours bien replacer le capot anti-UV
Lancer l'impression
Sélectionner votre fichier sur la clé USB et lancer l'impression (photos de l'écran à venir)
Après l'impression
Une fois l'impression terminée, le plateau se replace en position haute, quand la résine liquide a fini de couler on peut décrocher le plateau.
Deux choix sont alors possible :
- La pièce n'a pas d’excroissances fines qui risquent de toucher les pales de l'agitateur du bac de nettoyage : Utiliser la spatule métallique pour décoller la pièce du plateau
- La pièce a des excroissances fines qui risquent de toucher les pales de l'agitateur du bac de nettoyage : Dé-serrer la fixation du plateau et l'enlever de son bras
Lavage
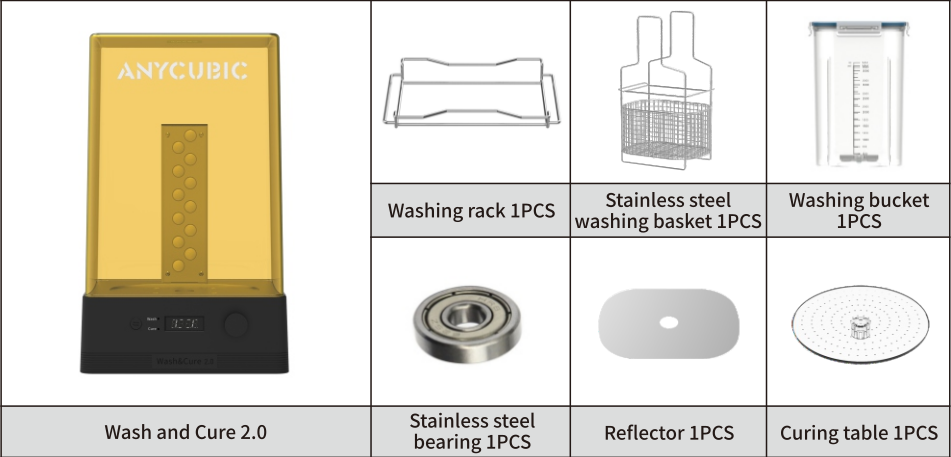
Préparer la machine de lavage en enlevant le réflecteur et le plateau de durcissement («curing table»)
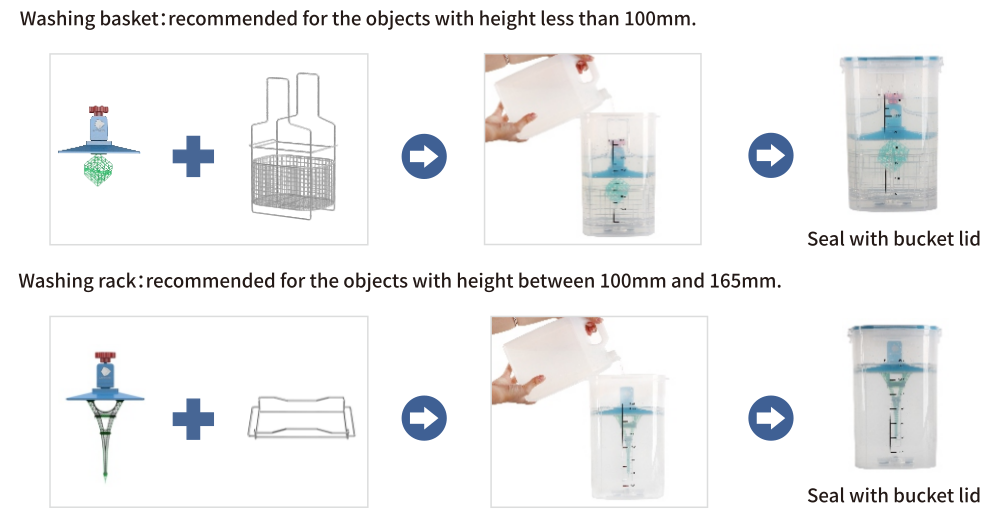
Placer ensuite la pièce dans le panier de la machine de nettoyage si elle mesure moisn de 10 cm ou le plateau avec la pièce encore dessus sur le support prévu (photos bientôt)
À l'aide du bouton de la machine de nettoyage, sélectionner “Wash”, choisir une durée entre 5 et 10 minutes, puis valider. La durée est à adapter en fonction de la pièce (plus grand = plus long) ou si elle contient beaucoup d'espaces creux.
Pendant que la pièce est nettoyée, vider et laver le bac à résine de l'imprimante et le plateau si il n'est pas avec pièce (sauf en cas d'impression à la chaîne) (Voir la section “Entretien”)
Une fois la pièce nettoyée, la sortir du bac, la rincer à l'eau claire et faire sécher à l'air.
Durcissement
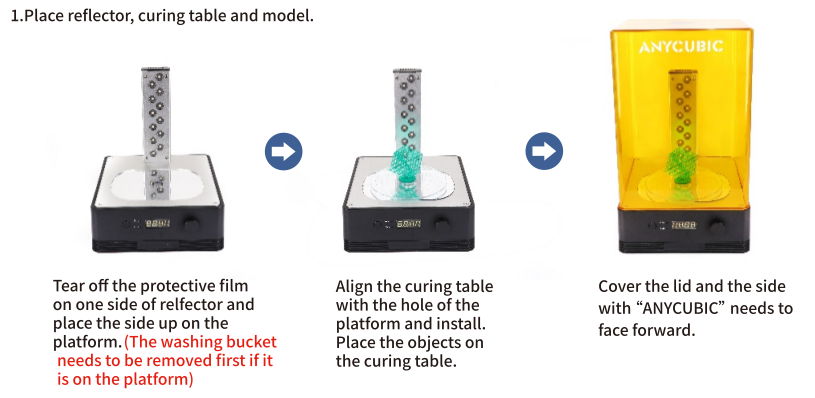
Retirer le bac de rinçage de la machine de nettoyage et le remplacer par le support rotatif transparent et le réflecteur. Placer la pièce sur le support rotatif et refermer le capot. Sélectionner la fonction “Cure”, choisir une durée et lancer l'opération (les pièces transparentes durcissent 2 fois plus vite).
La pièce va être exposée aux UV pendant la durée choisie pour continuer de durcir la résine (1 à 5 minutes selon la pièce). Une fois correctement durcie la pièce aura un rendu mat
Ce sont les UV qui durcissent la pièce donc il est aussi possible de les exposer à la lumière directe du soleil (entre 2 et 8 heures en la tournant, selon la taille et la forme).
Si une pièce est exposée trop longtemps sa texture changera ainsi que ses propriétés mécaniques, elle pourra devenir cassante et poreuse.
Comment arrêter une impression ?
Si tout part de travers…
L'écran de l'imprimante affiche un bouton “pause” ce qui permet entre autre de rajouter de la résine ou d'annuler l'impression
Entretien
Nettoyage de fin de séance d'impression
Après chaque séance d'impression, le plateau et la bac doivent être nettoyés à l'alcool isopropylique.
Un chiffon microfibre va être dédié à cet usage et rangé avec les accessoires de l'imprimante
Procédure :
- libérer le bac en dévissant les deux vis à tête plastifiée sur le dessus des brides.
- tirer le bac vers l'avant en prenant soin de le soulever pour ne pas le faire frotter contre l'écran.
- Re-verser le surplus de résine dans la bouteille (attention à ne pas mélanger les résines) en utilisant les entonnoirs et filtres du kit de l'imprimante (utiliser la spatule en plastique pour pousser la résine)
- Rincer le bac et les accessoires à l'alcool dans un récipient.
- Remettre l'alcool dans la bouteille avec l'entonnoir
Traitement des déchets
Les déchets d'impression doivent êtres durcis en les exposant à la lumière du soleil ou une lumière UV artificielle avant de les éliminer gants nitriles usagés, alcool isopropylique ayant servi au durcissement, etc.
Pour éliminer l'alcool isopropylique du bain de nettoyage, voir la documentation de la wash & cure 2.0
Vérification de la lumière UV
Dans le ménu “Tools”, choisir “detection”, puis une image et un temps, l'image devrait être identique à l'image choisie
Calibration de l'axe Z
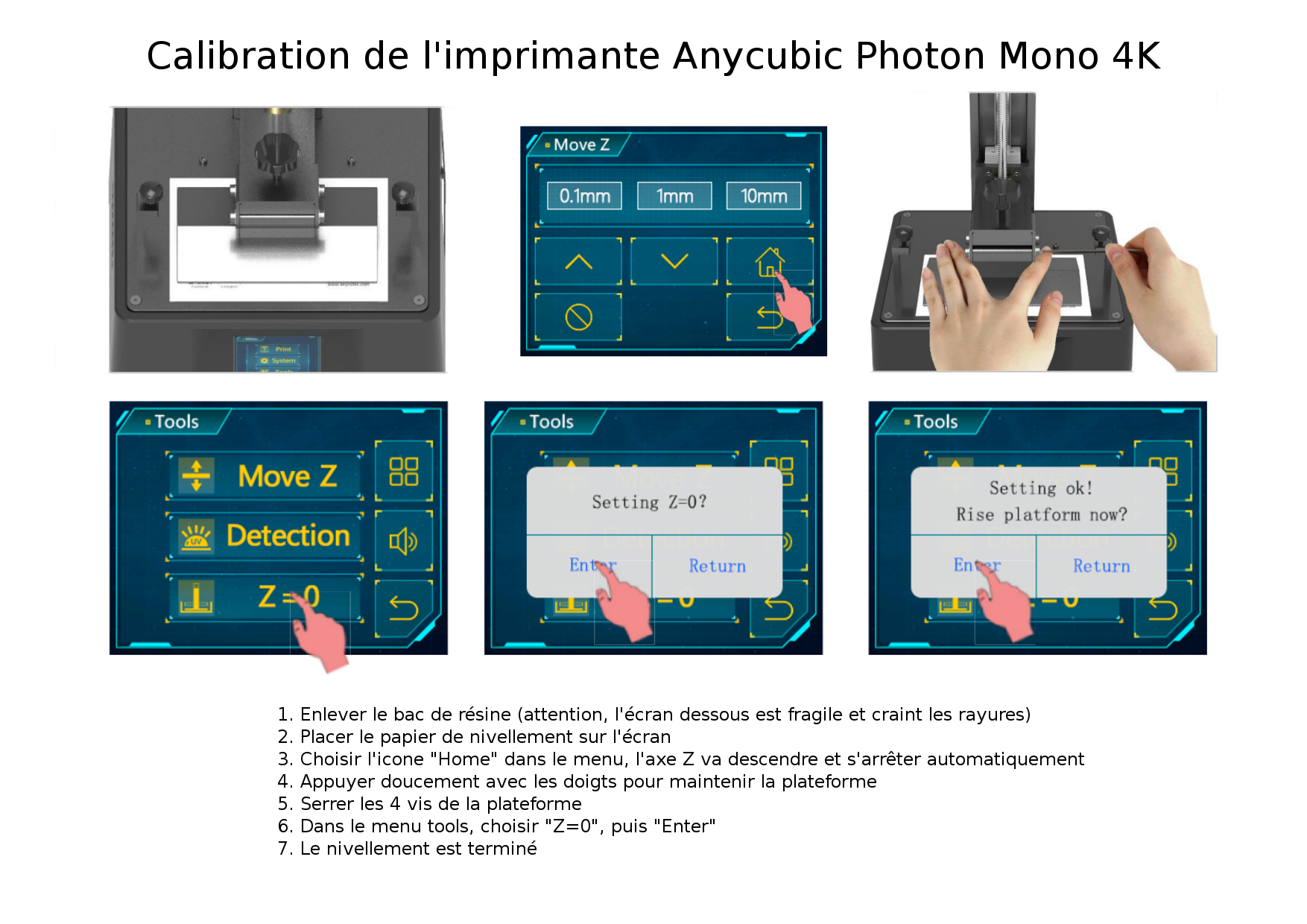
1. Enlever le bac de résine (attention, l'écran dessous est fragile et craint les rayures)
2. Placer le papier de nivellement sur l'écran
3. Choisir “Move Z”, puis l'icone “Home”, l'axe Z va descendre et s'arrêter automatiquement
4. Appuyer doucement avec les doigts pour maintenir la plateforme
5. Serrer les 4 vis de la plateforme
6. Dans le menu tools, choisir “Z=0”, puis “Enter”
7. Le nivellement est terminé
Changement du film FEP
Il s'use au fil des impressions, il est nécessaire de le changer
Ressources
Résines
La résine est le composé chimique liquide utilisé pour imprimer avec cette méthode : une mixture photosensible de chaînes moléculaires courtes qui s'assemblent en chaînes plus longue sous l'effet de la lumière. Cette résine est beaucoup plus toxique, à l'état liquide, que le filament utilisé en impression 3D à dépôt de matière.
La résine liquide est toxique pour les personnes et pour l'environnement
Due à sa nature (composé de petites chaînes moléculaires), la résine est très réactive dans son état liquide
- irritante pour la peau et le système respiratoire : porter des gants et travailler dans un espace bien ventilé
- dangereuse quand elle entre en contact avec les yeux, la bouche et les muqueuses en général : rincer abondamment s'il y a contact, voir un médecin si l'irritation se poursuit
- nécessite un durcissement à la lumière ou mieux à la lumière UV artificielle afin de réduire les résidus sur les pièces et s'assurer qu'on peut la toucher sans gants
- toxique pour l'écosystème, en particulier l'environnement aquatique : traiter les déchets, notamment en durcissant tous les résidus de résine liquide par exposition au soleil ou aux UV, dans cas le polymère est beaucoup moins toxique.
Il existe des résines biosourcées ( ce qui ne veut pas dire biodégradable) : Anycubic plant-based UV resin, Elegoo plant-based resin, eSun bio-based PLA crossover resin, etc.
FAQ
Pourquoi c'est si lent au début ?
Dans le but de s'assurer que la pièce adhère plus au plateau mobile qu'au FEP du fond du bac, les premières couches sont insolée plus longtemps pour que la résine accroche bien les irrégularités de surface du plateau.
Ce paramètre est configurable dans les options avancées de PhotonWorkshop.
Peut-on enchainer 2 impressions ? Faut-il filtrer la résine entre 2 impressions ?
Uniquement s'il n'y a pas eu d'erreurs d'impression, car dans ce cas il pourrait rester morceaux de pièces qui perturberaient l'impression suivante, ce qui dans le pire des cas peut abîmer ou crever le film FEP.
Comment évaluer la quantité de résine nécessaire ?
Le logiciel slicer (photon workshop) donne une évaluation en millilitres.
Comment faire s'il n'y a pas assez de résine ?
Choisir “pause” sur l'écran tactile, ajouter de la résine puis choisir “Start” pour reprendre l'impression
Combien de temps se conserve la résine
Dans son contenant d'origine, dans un local frais et sombre, les fabricants annoncent un an de durée de vie.
Peut-on laisser la résine dans la cuve ?
Éventuellement, dans un local protégé des UV, frais et ventilé. (cf. article)
Température d'impression
L'impression résine est conseillée à 20°-25° C. Comment imprimer à des températures inférieures ? Des pistes ici : https://nozzler.io/tips-le-froid-et-la-resine-comment-faire/
Vocabulaire
IPA (Isopropyl Alcohol) Alcool isopropylique, utilisé ici pour le nettoyage des pièces et des instruments : https://fr.wikipedia.org/wiki/Alcool_isopropylique
DLP (Direct Light Processing) Procédé utilisé par cette imprimante pour photopolymériser
FEP film (Fluorinated Ethylene Propylene) polymère transparent utilisé en fond de cuve, c'est un consommable à changer quand il est abîmé
SLA (StereoLithogrAphy)) : Stéréolithographie, nom du procédé utilsié par cette imprimante : une résine photochimique liquide est durcie couche après couche par une forte lumière UV.
Vat photopolymerisation : photopolymérisation en cuve, vat c'est donc la cuve dans laquelle on met la résine
Consommables
Les résines : il existe de nombreuses résines aux propriétés différentes (voir par exemple ce fabricant : https://www.liqcreate.com/ )
Film FEP : https://www.anycubic.fr/products/fep-film-for-dlp-photon-printer
Gants nitriles