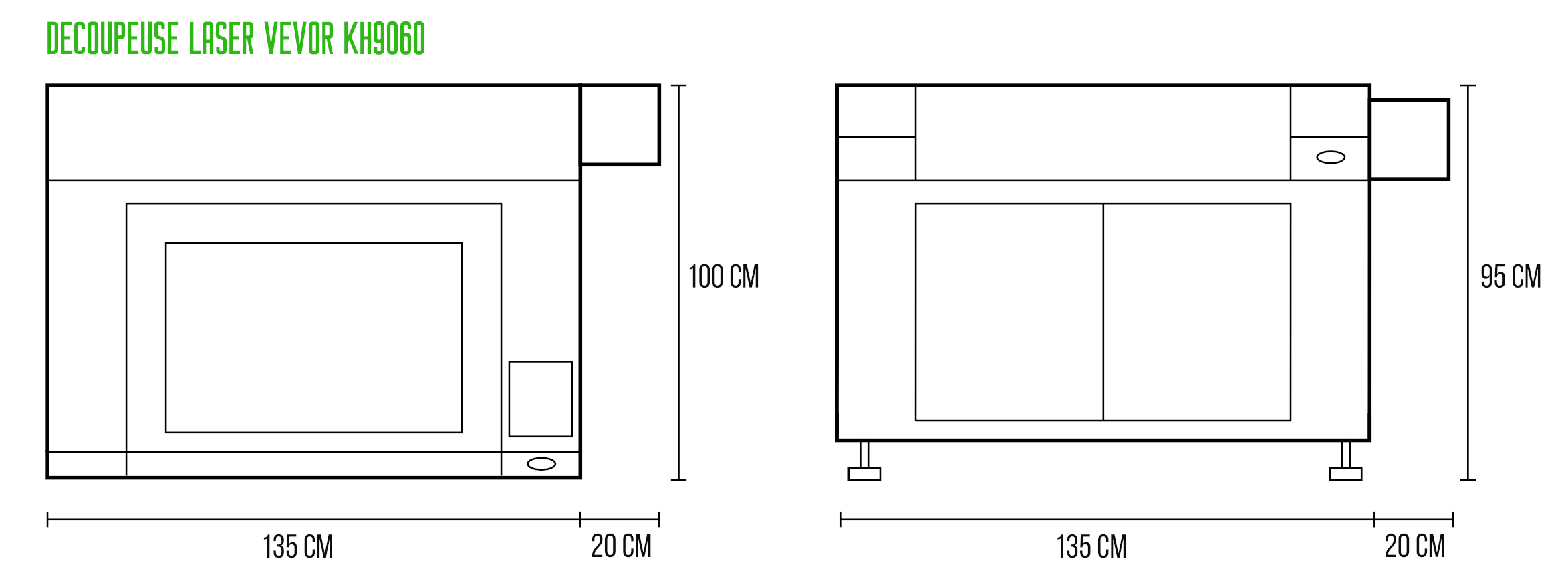
Découpeuse laser Vevor KH9060

21 nov. 2024 : PAGE EN COURS DE RESTRUCTURATION !!!
Spécifications
- Modèle : Vevor KH9060
- Tube Laser CO2 de 100 watts
- Dimensions de découpe : 600 x 900 mm
- Profondeur de découpe : 5/6 mm (avec un compresseur plus puissant et une nouvelle lentille, on peut tenter 10mm)
- Contrôleur Trocen TL-3120
- logiciel : firmware version 1.20.5.10
Documentation
- Documentation du filtre : http://fablab-linspirateur.fr/project/filtre-pour-fumee-laser-diy/
- Alimentation laser MYJG100W : user-manual-for-myjg100w-laser-power-supply.pdf
Principe de fonctionnement et utilisation
Avant tout : utiliser la découpe laser nécessite une vigilance importante des consignes de sécurité!
Le système de découpe laser est composé de plusieurs appareils :
- la machine de découpe qui comprend un plateau ainsi qu'une tête se déplaçant sur les axes X, Y et Z (pour régler la hauteur selon le matériau)
- Un tube produisant un faisceau laser amené jusqu'à la tête par 3 miroirs réfléchissants
- Une tête qui concentre le faisceau lumineux sur un point focal par une lentille, donnant l'énergie nécessaire à graver ou couper
- Un circuit de refroidissement («chiller»)
- Un ensemble de filtre pour récupérer les fumées de découpe
Les matériaux sont découpés ou gravés par le faisceau laser concentré qui les brûle très précisèment. La différence entre gravure et coupe est obtenue en modifiant les réglages du laser : puissance (entre 0 et 100%) et vitesse.
On ne peut pas tout couper au laser! (voir ci-dessous)
En pratique, réaliser une découpe se déroule en plusieurs étapes
- préparation d'un dessin vectoriel (avec inkscape ou autre logiciel vectoriel)
- préparation du fichier machine avec les réglages du laser, avec le logiciel Lightburn
- transfert du fichier sur clé USB à insérer dans la machine
- mise en route des différents appareils (chiller, filtre, découpe laser)
- vérification des consignes de sécurité et équipements de protection
- réglages de la tête (positionnement sur le plateau, réglages de hauteur pour le point focal)
- démarrage du travail laser
Quel logiciel utiliser pour préparer ses fichiers ?
Pour la découpe et la gravure on utilise un logiciel de dessin vectoriel (inkscape, illustrator, libreCAD, FreeCAD, Coreldraw, etc.) pour créer un fichier SVG, AI ou DXF que l'on préparera ensuite dans Lightburn.
Pour une gravure simple il est possible d'utiliser une image au format JPG ou PNG (par exemple pour réaliser des tampons).
Quelques principes à respecter pour le dessin vectoriel
- Vectoriser tous les éléments (formes, textes, images, etc.) = transformer en chemin
- Ajouter un contour au format du support
- Exporter un seul fichier avec tous les éléments depuis le logiciel de dessin vectoriel (au format .svg ou .ai)
Utiliser Lightburn
Lightburn permet de réaliser des projets de découpe et de gravure de A à Z (dessins de formes géométriques, de typographie, etc.), toutefois au fablab des portes logiques on s'en sert principalement pour ajouter les réglages du laser à un dessin au format SVG réalisé avec inkscape.
Voir la page dédiée à Lightburn
Mise en route et découpe
Entretien / Maintenance
Voir Entretien
Projets réalisés
Un petit assortiment de projets : projets réalisés à la découpe laser
Gravure de tampons : gravure de tampons avec la découpe laser
Découpe et gravure sur du contreplaqué 3mm : étiquettes pour des porte-clés
Découpe de contreplaqué 5mm : boîte décorative
Découpe de textile : découpe laser de textile
Matériaux
Couper ou graver certains matériaux peut produire des fumées toxiques et dangeureuses, il faut connaître la composition du matériau et se renseigner avant tout essai§
INTERDICTION FORMELLE DE COUPER DU PVC (et tout ce qui dégage du chlore en brûlant!)
La découpe de carton ondulé n'est pas possible pour le moment, cela nécessiterait un compresseur plus puissant
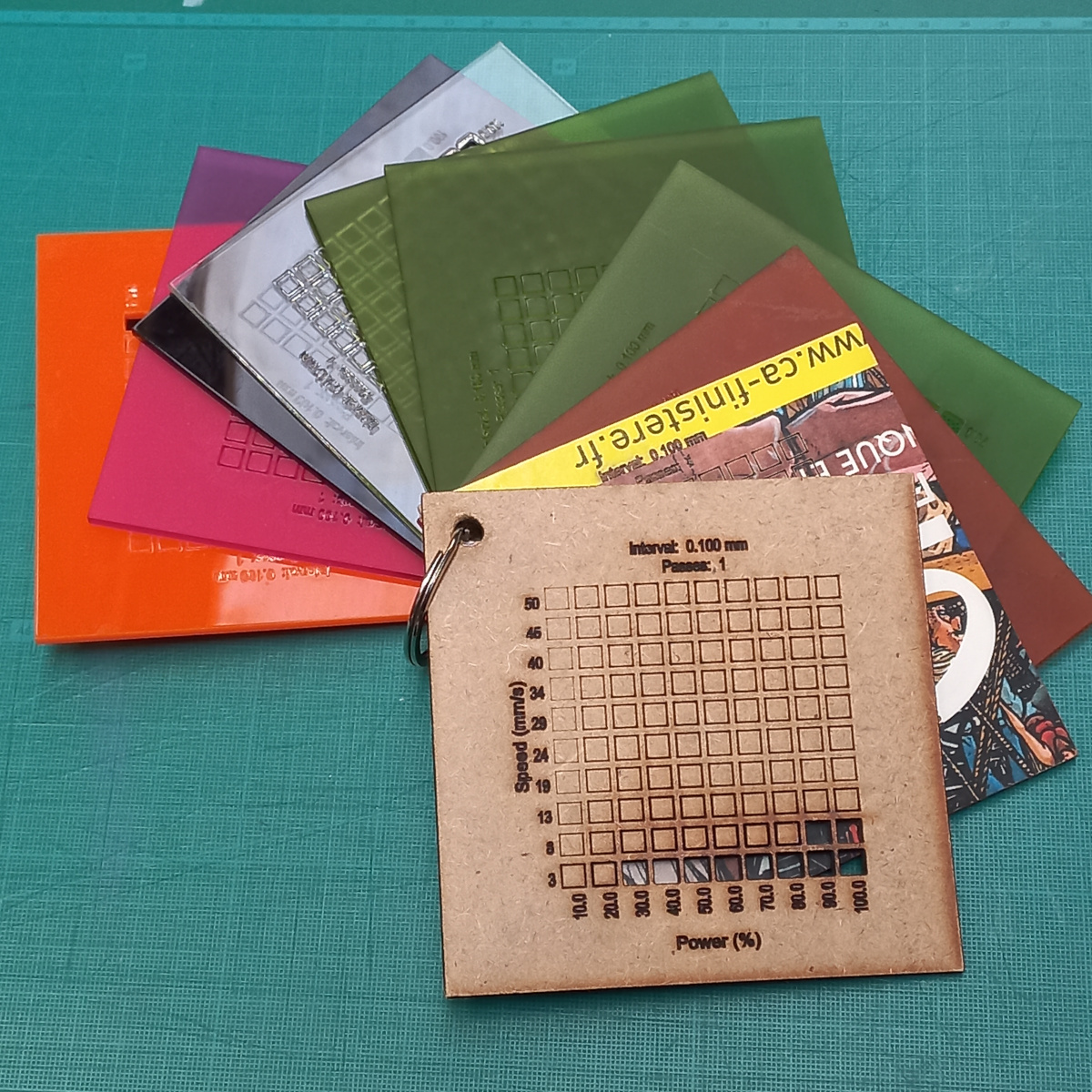
Abaques
Un abaque réalisé sur une chute permet de tester une plage de réglages possibles du laser (vitesse, puissance) afin de définir les meilleurs réglages pour un projet.
On peut réaliser un abaque automatiquement dans LightBurn
Les abaques réalisées sont conservés dans le tiroir à côté de la découpe laser
Matériaux testés et approuvés!
- Contreplaqué (Bricodépôt Quimper) 3.5mm, 40×80, 6.90e (projet de Caroline, trophées escalade) 6 mars 2024
- Médium MDF (Weldom DZ) 3mm, 60×80, 3.95e (projet de Maria, pochoir pour les gras) fév 2024
- Contreplaqué extérieur, okoumé (Leroy Merlin), 5mm, 60×80, 19.90e (projet de Laure, Booms), 8 mars 2024
- Gomme à tampon, chute du graveur, 10 nov. 2024, cf. gravure de tampons
- Contreplaqué intérieur, peuplier (L'entrepôt du bois, Chateaulin), 3mm, 1220×2500 (avec découpe sur place), pas de souvenir du prix, cf. porte clé flux
- PMMA Satinglas orange 3mm, 2026, cf. porte clé flux
Quelques réglages testés avec succès
À ne pas prendre au pied de la lettre! C'est toujours mieux de faire un prmeier test dans un coin du matériau pour confirmer les réglages
| matériau | opération | réglages | fournisseur | prix | lien | page projet |
|---|---|---|---|---|---|---|
| calendrier | découpe | 20 mm/s puissance min 55% max 60% | Crédit Agricole! | 570 x 410 | skyjo braille (fabrikarium) | |
| contreplaqué peuplier 3mm | gravure | 50 mm/s puissance min 10% max 10%, intervalle 0.02 | L'entrepôt du bois (Chateaulin) | porte clé flux | ||
| contreplaqué peuplier 3mm | découpe | 30 mm/s puissance min 50% max 60% | L'entrepôt du bois (Chateaulin) | porte clé flux | ||
| contreplaqué peuplier 5mm | découpe | 15 mm/s puissance min 20% max 35% | Leroy Merlin (Quimper) | 800 x 600 mm 12.90€ | source | boîte décorative |
| contreplaqué 5mm | découpe | 15 mm/s puissance min 45% max 60% | joystick podal (fabrikarium) | |||
| MDF 3mm (ou medium) | découpe | 15 mm/s puissance min 40% max 50% | joystick podal (fabrikarium) | |||
| PMMA Satinglas (MadrePerla) | découpe | 15 mm/s, puissance min 65% max 75% | porte clé flux | |||
| PMMA Satinglas (MadrePerla) | gravure | 300 mm/s puissance min 20% max 20%, intervalle 0.01 | porte clé flux |
Le PMMA, ou acrylique ou verre acrylique
C'est un polymère transparent et résistant, connu sous le nom commercial de Plexiglass. Attention! Tous les plastiques transparents ne sont pas du PMMA.
Plusieurs noms commerciaux sont utilisés pour le PMMA : Satinglass, Lucite, etc.
Il se travaille très bien à la découpe laser.
Pour en savoir plus PMMA (wikipedia)
Satinglas
Dans le stock des portes logiques, on a du Satinglas fabriqué par MadrePerla
C'est un PMMA coulé de 3mm avec une finition mate/satinée sur les 2 faces qui peut être découpé avec son film de protection.
fiche technique : datasheet Satinglas
Le MDF (medium)
Le contreplaqué
Le contreplaqué est un assemblage de feuille de bois, collées les unes aux autres pour former un panneau. Il se découpe au laser avec plus ou moins de facilité selon les essences de bois et les colles utilisées. On différencie aussi les contreplaqués intérieurs, extérieurs et le «contreplaqué marine» utilisé pour les coques de bateau par exemple.
Donc c'est assez difficile de donner des réglages de laser généraux. Il est conseillé de réaliser un abaque de découpe ou de gravure sur une chute avant de démarrer un travail.
Tissus
La découpe de tissus nécessite de se renseigner sur la composition du textile (à compléter…)
Fournisseurs
PMMA
- petites quantités : https://www.atome3d.com/collections/plaques-acryliques-ppma-plexiglass
- grosses quantités : https://vink.fr/
Contreplaqué
- Châteaulin Bois : https://www.chateaulin-bois.fr/peuplier.php
Ressources
Webographie
- https://festi.info/boxes.py/ modèles paramétrables (boites, casiers, etc.)
- modèles à télécharger
- https://www.thingiverse.com/ (principalement impression 3D mais aussi quelques modèles lasercut)
- choix des matériaux : voir : https://wiki.fablab.sorbonne-universite.fr/BookStack/books/machines/page/liste-des-materiaux-utilisables
Liens vers des vidéos tutoriels
Comment retravailler une image avec Lightburn pour qu'elle soit optimisée en détails et en temps de gravure.
On voit les outils suivants et d'autres:
- Tracer l'image (clic droit sur l'image importée et sélectionnée ou Alt + T), qui permet de définir les contours de l'image pour la simplifier, éviter qu'il y ait des points qui se baladent n'importe où, etc.
- Pot de peinture: dans “Coupes/Calques”, double cliquer sur le calque qui nous intéresse, onglet “Avancé”, activer l'option “Pot de peinture”. Le laser minimisera son chemin, on gagnera en temps de travail.
Partie 1 : https://invidious.fdn.fr/watch?v=XX4wcSDB6sE
Partie 2 : https://invidious.fdn.fr/watch?v=oWDycxQ86e0
Experimental
En test! Graver des images avec lightburn
- ajustements si nécessaire https://docs.lightburnsoftware.com/Tools/AdjustImage.html
Notes à classer
Pour tout le reste, s'il en reste
Notes de doc prises les 28/29 sept. et restituées telle quelle : il reste à tout mettre en ordre, éliminer les redites, ajouter les photos, développer certains points, etc. etc. En somme, pas mal de choses.
URGENT
- /!\ Acheter un extincteur
sticker “ne pas s'appuyer” sur la sortie du tubefait le 19/11/2024- clé carrée pour axe rotatif
- refaire les joints silicone de l'arrière de la colonne de ventilation
- lunettes : quelle référence, quelle longueur d'onde filtrer ?
- kit lentilles x 2 → lentille de remplacement achetée et mise en place, distance focale de 63mm
- faire une cale avec coordonnées gravées pour faciliter le placement contre le châssis
- compresseur (peut-être, pour un plus puissant)
pince serre clips→ ok, achetée- Pas de parallélisme entre le plateau et la tête laser ( Vu par Denis le 26/03/24 )
Points de sécurité
Il faut expliquer le protocole à chaque nouvelle utilisateur·ice Les points de sécurité sont contrôlés par le Bureau Veritas, c'est un contrôle de type sécurité industrielle.
- affichage en français sur fond jaune
- sur fond bleu équipements de sécurité
- arrêt d'urgence accessible
- tous les organes sous clés : différents dangers (haute tension, très haute tension, moteurs et mécanique, etc.)