Ceci est une ancienne révision du document !
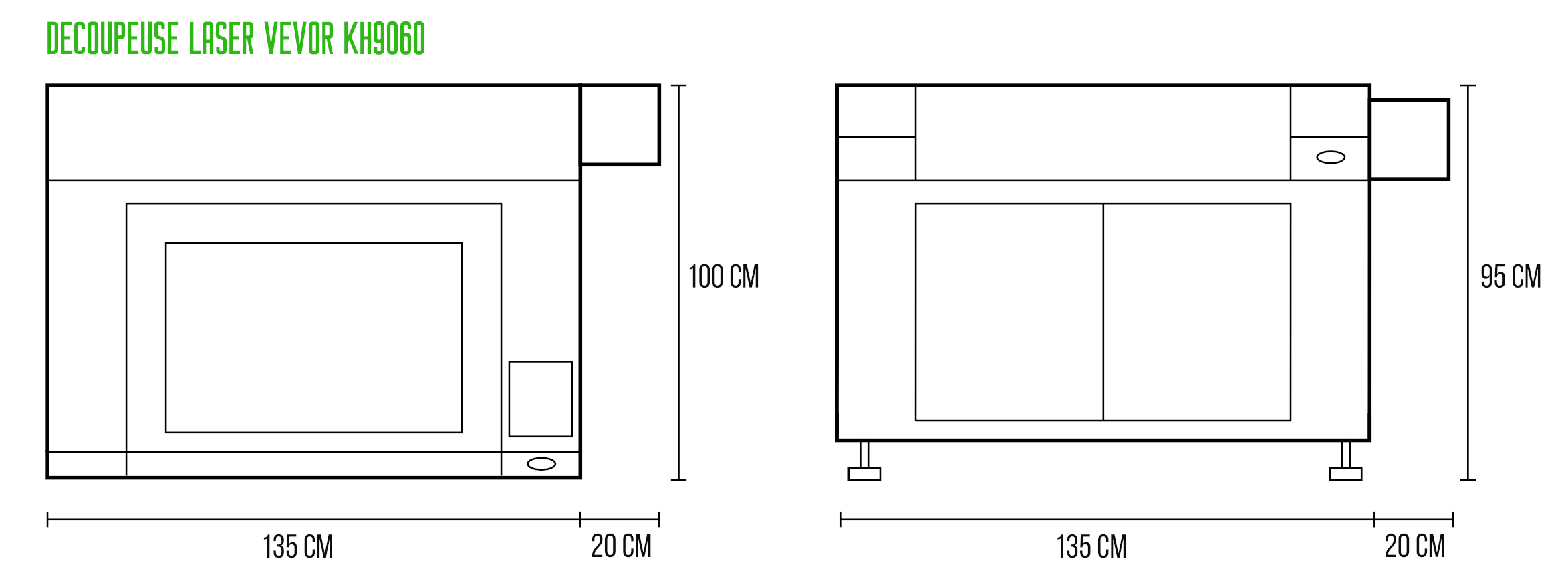
Découpeuse laser Vevor KH9060

21 nov. 2024 : PAGE EN COURS DE RESTRUCTURATION !!!
Spécifications
- Modèle : Vevor KH9060
- Tube laser de 100 watts
- Dimensions de découpe : 600 x 900 mm
- Profondeur de découpe : 5/6 mm aujourd'hui, avec un compresseur plus puissant et une nouvelle lentille, on peut tenter 10mm → au 14/12/2023 des tests sont en cours avec la lentille de 63mm de distance focale.
Documentation
- Documentation du filtre : http://fablab-linspirateur.fr/project/filtre-pour-fumee-laser-diy/
- Alimentation laser MYJG100W : user-manual-for-myjg100w-laser-power-supply.pdf
Principe de fonctionnement et utilisation
Avant tout : utiliser la découpe laser nécessite une vigilance importante des consignes de sécurité!
Le système de découpe laser est composé de plusieurs appareils :
- la machine de découpe qui comprend un plateau ainsi qu'une tête se déplaçant sur les axes X, Y et Z (pour régler la hauteur selon le matériau)
- Un tube produisant un faisceau laser amené jusqu'à la tête par 3 miroirs réfléchissants
- Une tête qui concentre le faisceau lumineux sur un point focal par une lentille, donnant l'énergie nécessaire à graver ou couper
- Un circuit de refroidissement («chiller»)
- Un ensemble de filtre pour récupérer les fumées de découpe
Les matériaux sont découpés ou gravés par le faisceau laser concentré qui les brûle très précisèment. La différence entre gravure et coupe est obtenue en modifiant les réglages du laser : puissance (entre 0 et 100%) et vitesse.
On ne peut pas tout couper au laser! (voir ci-dessous)
En pratique, réaliser une découpe se déroule en plusieurs étapes
- préparation d'un dessin vectoriel (avec inkscape ou autre logiciel vectoriel)
- préparation du fichier machine avec les réglages du laser, avec le logiciel lightburn
- transfert du fichier sur clé USB à insérer dans la machine
- mise en route des différents appareils (chiller, filtre, découpe laser)
- vérification des consignes de sécurité et équipements de protection
- réglages de la tête (positionnement sur le plateau, réglages de hauteur pour le point focal)
- démarrage du travail laser
Installation de la machine
Liens vers la page d'installation
Installation du logiciel Lightburn
Entretien / Maintenance
Généralités
Journal des maintenances avec dates et opérations réalisées
Lien vers la page entretien / maintenance avec le détail des opérations
Allumage de la laser
13/09/25
- brancher les 3 prises aux prises murales (circuit de refroidissement / filtre et chiller), la découpeuse laser est déjà branchée
- libérer le bouton d'arrêt d'urgence de la laser
- Vérifier que le bouton du laser est sur “0”, il sera à activer ultérieurement
tourner la clé pour allumer la machine, le chiller/refroidisseur démarrechangement de fonctionnement depuis que Guillaume a changer le circuits d'élec. de la laser
Problèmes ?
On se prend des petites décharges électriques en touchant le corps de la machine et du chiller/refroidisseur!- > ok ? vérification à faire de la terre = la rallonge est abîmée la continuité de la terre est coupée
- > ce n'est sûrement plus le cas depuis que Guillaume est intervenu !
Installation de la colonne de ventilation
- attention au filtre à charbon ! (il va tout en haut)
- ajustement des joints du circuit de ventilation
- fixation des conduits de ventilation
- préparation du bac à charbon : placement de la plaque plexiglas
Eté 2025 : les filtres ont été tous changé par Guillaume.
Pour préparer le bac à charbon, il faut le vider, poser la plaque plexiglas sur les cales prévues au milieu du bac, puis remplir de charbon, on peut tasser le charbon en s'aidant des poignées sur les bords du bac.
Il faudrait changer le tube silicone diamètre 6 sur le bord des plaques.
Réglage de la focale
/!\ Rappel de règles de sécurité: aucun vêtement, bout de vêtement, lacet, cheveux, bijou, etc. ne doit être susceptible de venir se prendre dans les parties en mouvement de la machine /!\ On attache ses cheveux, on fait en fonction pour que ses habits ne dépassent pas! On fait très attention à tout ce qui est collier, bracelet, etc.
18,85 mm en dessous de la buse / On peut trouver la focale avec Lightburn.
Pour chaque découpe il faut placer le laser à 18,85 mm de la surface du support, on utilise les boutons haut et bas à droite de la laser et une cale de 18,85 mm. Au 14/12/2023: Cette cale est à fabriquer.
Avec le contrôleur de la machine on place l'origine : modes Libre L (pour vitesse Low) ou Libre F (pour vitesse Fast), on change de mode avec le bouton entre les flèches avec une petite main, index pointé). → Au 14/12/2023: le firmware est peut-être à changer. Cf: firmware upgrade package TL-3120 ( http://www.sztrocen.com/system.php?cid=19)
Installation sur Linux
Télécharger et installer lightburn
- choisir le fichier .run sur le site https://release.lightburnsoftware.com/LightBurn/Release/LightBurn-v1.7.04/LightBurn-Linux64-v1.7.04.AppImage
Faire un clic droit –> propriété pour pouvoir installer l'AppImage :

Si connexion via télétransmission il faut : Ajouter l'utilisateur (linuxquimper dans notre cas) aux groupes dialout et tty
sudo adduser linuxquimper dialout sudo adduser linuxquimper tty
ou
sudo usermod -a -G dialout linuxquimper sudo usermod -a -G dialout tty
Créer une règle udev
sudo nano /etc/udev/49-nxp.rules
Avec ce contenu
SUBSYSTEMS=="usb", KERNEL=="ttyUSB", ATTRS{idVendor}=="1fc9", ATTRS{idProduct}=="0085", MODE:="0666", SYMLINK+="ttyLASER"
On trouve l'identifiant ttyUSB en regardant le log dmesg
Peut-être rebooter si la commande suivante ne suffit pas
udevadm control --reload-rules
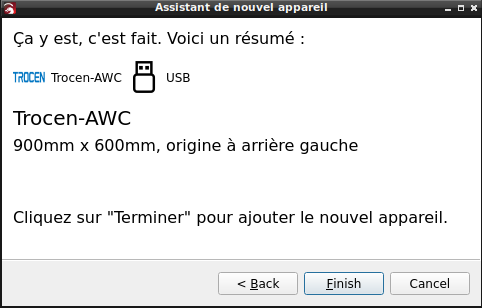
Configuration LIGHTBURN pour Vevor KH6090
- Laser : Trocen-AWC
- Communication : USB
- Taille plateau : X = 900 mm / Y = 600 mm
- Origine du laser: arrière gauche


Points de vigilance
Matériaux
- PMMA à se fournir auprès de “Plastique Service” (Julien confirmera)
—————————————————————–
Formation utilisation laser
Découverte de la machine
Procédure de découpe / gravure (TODO : schéma d'après photo)
1. Sur le logiciel, régler vitesse et puissance du laser, placer l'origine pièce 2. Régler le point focal de la lentille en bougeant le plateau (haut/bas) 3. Placer l'origine pièce de la découpe (gauche/droite), l'origine machine est à l'arrière gauche
* Préparer son tracé à découper “à la maison” ou au lab, avec Inkscape ou directement sur Lightburn (plus fastidieux).
Quels logiciels utiliser pour la CAO / DAO
2D LibreCAD
2D 3D FreeCAD
3D OpenSCAD
2D Illustrator
2D Inkscape
2D 3D Blender
2D Coreldraw
2D 3D Fusion 360
Quels formats de fichier?
.OBJ 3D
x .SVG 2D vectorielle
x .JPG 2D matricielle
x .PNG 2D matricielle
.PDF 2D matricielle & vectorielle
x .AI 2D vectorielle
.STL 3D
x .DXF 2D
Au fablab, on passe le fichier dans un logiciel “post-processeur” qui va traduire le fichier en instructions machine (puissance, vitesse, etc.). Dans cette famille on trouve Cura, FreeCAD, Job Control, Knittington, Prusa Slicer, Lightburn, LaserCAD.
Utilisation de LightBurn
Que voit-on dans l'interface graphique ?
- coordonnées XY en mm, origine machine visible en haut à gauche
- outils graphiques intégrés : primitives géométriques, polices de caractère système
- commandes machines : pour fixer l'origine pièce, enregistrer et exporter le fichier, démarrer / arrêter la machine
- copie en matrice pour répéter le même tracé
- sélectionner plusieurs tracés et les aligner, les centrer
- simulateur de tracé (icône “écran” dans les icônes d'outil)
- calques pour associer des paramètres (puissance/vitesse), remplissage ou tracé (pour la gravure), l'ordre des calques définit dans quel ordre seront effectuées les opérations
- coins arrondis : sélectionner le rectangle et régler le radius en bas à gauche du menu d'outils
Import d'images
- l'import crée un calque d'images
- en double cliquant sur le calque, on peut régler le type de tramage et ses paramètres
Import vectoriel
- IMPORTANT : supprimer les doublons (menu modifier/supprimer les doublons, ALT+D) pour éviter que 2 tracés identiques soient superposés ce qui provoquerait 2 découpes au même endroit et “brûlerait” le matériau
Abaques
- Laser tools / material test (rapport puissance/vitesse et profondeur de découpe)
- Laser tools / interval test (espacements de tramage)
Puissance min / puissance max
- compense l'inertie de la tête en mouvement, en fonction de la vitesse, la tête ralentit en arrivant au bord. Par exemple pour du 11% en moyenne à 120 mm/s, on peut mettre min à 9% et max à 11%.
UTILISER LE SIMULATEUR POUR SE FAIRE LA MAIN
.UD5
Format de fichier spécifique au contrôleur Trocen (les contrôleurs Ruyda ont aussi leur propre format), c'est un format binaire et propriétaire:
“UD5 files are binary, and they're scrambled, checksummed, and contain a bunch of information about the bounds of the job, cut settings, and more”
“Les fichiers UD5 sont binaires, brouillés, ont une somme de vérification et contiennent une quantité d'information au sujet des limites du travail, des paramètres de coupe et plus encore”
Paramètres de découpe / gravure
découpe 5 mm/s, puissance 95%
gravure 120 mm/s, puissance 11%
Alignement
- Placer les lasers au plus loin pour que le circuit de lumière soit le plus long possible
- Placer un scotch de peintre (non collant!) sur le miroir
- Lancer un pulse : activer le laser + bouton en bas à gauche du contrôleur
- Répéter pour chaque miroir
- Si nécessaire, modifier les réglages des vis par petits pas, d'environ un chouille
- Enlever la lentille, placer un scotch sous la sortie du tube, et faire un dernier pulse
Nettoyage des miroirs
alcool iso + compresses stériles non tissées
Matériaux
INTERDICTION FORMELLE DE COUPER DU PVC
carton ondulé : nécessiterait un compresseur plus puissant
PMMA se coupe bien
Webographie
- https://festi.info/boxes.py/ modèles paramétrables (boites, casiers, etc.)
- il existe des extensions inkscape pour insérer des motifs flex, par exemple
- https://decoupe-plexi-sur-mesure.com bon fournisseur
Exemples de Ligugé
- Un taillandier vient découper du cuir pour réaliser les étuis de ses ciseaux à bois
- Trousse de premier secours en tissus très rigide
- Artistes qui viennent faire des tableaux en papier
- Demande du CNRS pour découper des éprouvettes en métal (nécessite une alimentation en oxygène pour découper le métal)
- Artisanat : bijoux, broches
- Pour le fablab : boites!
A Ligugé : 2 types de revenus, openatelier tous les mardi 19/22 accès gratuit aux machines / pas de production pour des usages plus intenses, réservation de la laser en semaine 1/2/3h pour production longue ou série (25e/heure) 2e type : 50e/heure production POUR une collectivité, un artiste, etc. Parfois hybride : lancement avec accompagnement de la personne (50e/h), après la personne continue toute seule 25e/h
laser = peu d'entretien hebdo
Mise en route depuis septembre 2023
Liens vers des vidéos tutoriels
Comment retravailler une image avec Lightburn pour qu'elle soit optimisée en détails et en temps de gravure.
On voit les outils suivants et d'autres:
- Tracer l'image (clic droit sur l'image importée et sélectionnée ou Alt + T), qui permet de définir les contours de l'image pour la simplifier, éviter qu'il y ait des points qui se baladent n'importe où, etc.
- Pot de peinture: dans “Coupes/Calques”, double cliquer sur le calque qui nous intéresse, onglet “Avancé”, activer l'option “Pot de peinture”. Le laser minimisera son chemin, on gagnera en temps de travail.
Partie 1 : https://invidious.fdn.fr/watch?v=XX4wcSDB6sE
Partie 2 : https://invidious.fdn.fr/watch?v=oWDycxQ86e0
Experimental
En test! Graver des images avec lightburn
- ajustements si nécessaire https://docs.lightburnsoftware.com/Tools/AdjustImage.html